Inductieharden is een soort oppervlakteharden waarbij een metalen onderdeel wordt verwarmd door een wisselend magnetisch veld en vervolgens wordt afgeschrikt (snel afgekoeld). Het afgeschrikte metaal ondergaat een martensitische transformatie, waardoor de hardheid en broosheid van het onderdeel toeneemt. Inductieharden wordt gebruikt om delen van een onderdeel of samenstelling selectief te harden zonder de eigenschappen van het onderdeel als geheel aan te tasten. Inductieharden is een algemeen proces voor het verbeteren van de slijtvastheid, oppervlaktehardheid en levensduur van stalen componenten zoals assen, tandwielen, veren en stempels.
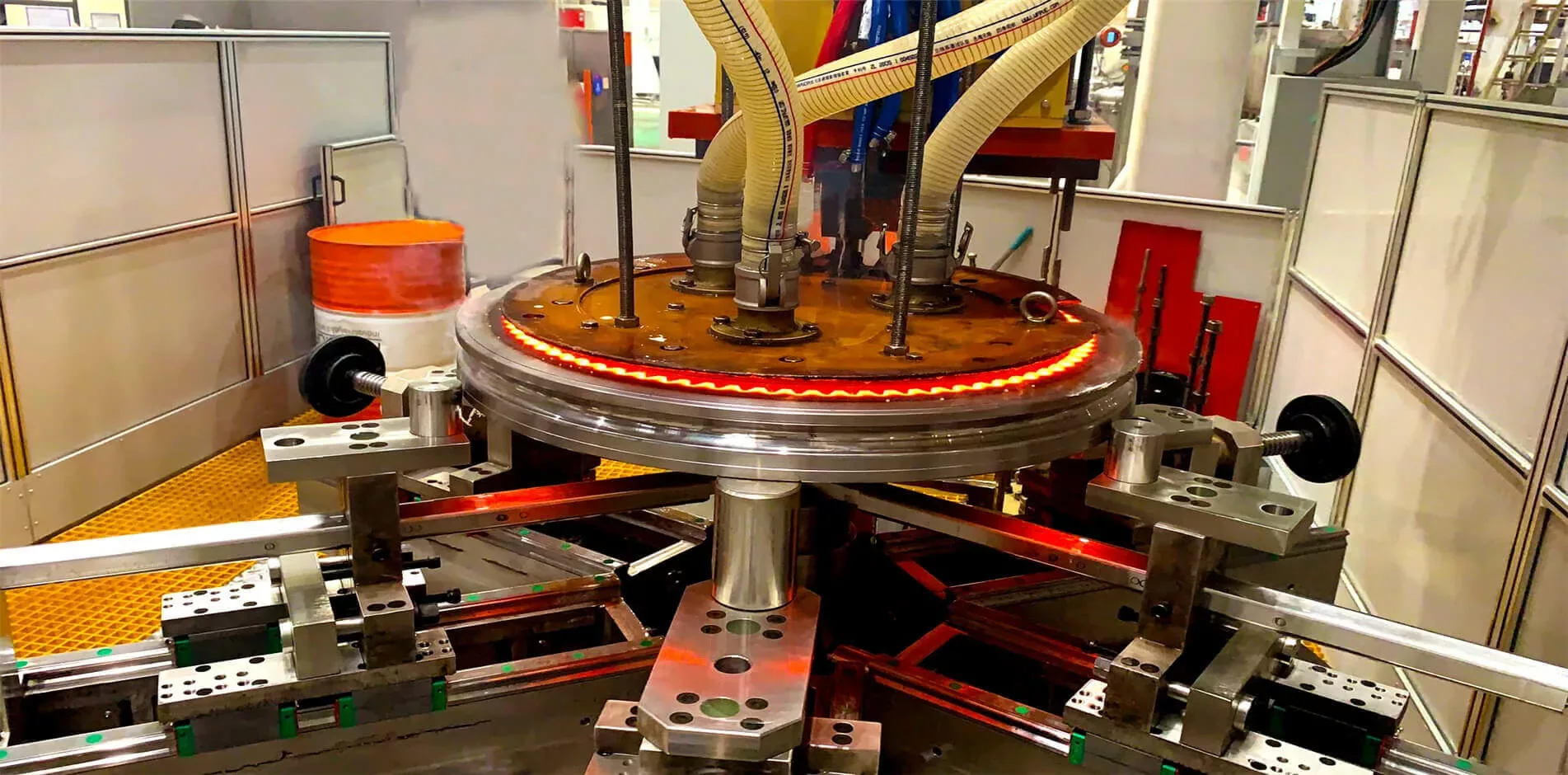
Hoe de inductieverhardingsfrequentie selecteren?
De verwarmingsfrequentie van een inductiehardingsmachine is afhankelijk van verschillende factoren, zoals de grootte en vorm van het werkstuk, de vereiste verwarmingsdiepte en -patroon, de productiesnelheid en de kosten en grootte van de apparatuur. Over het algemeen produceren hogere frequenties ondiepere verwarmingsdieptes en uniforme warmtepatronen, maar ze vereisen ook meer vermogen en kunnen meer elektrodynamische krachten en akoestische ruis veroorzaken. Lagere frequenties produceren diepere verhittingsdiepten en minder uniforme warmtepatronen, maar ze vereisen ook minder stroom en kunnen minder elektrodynamische krachten en akoestische ruis veroorzaken.
Voor inductieharden, worden frequenties opgesplitst in twee groepen: middenfrequentie (MF) en radiofrequentie (RF). Het MF-bereik is meestal van 3-50 kHz en RF is van 100-400 kHz. MF is geschikt voor het verwarmen van grote en middelgrote onderdelen met een diepe behuizing, terwijl RF geschikt is voor het verwarmen van kleine en dunne onderdelen met een geringe behuizing. Enkele voorbeelden van inductiehardende toepassingen en hun typische frequenties zijn:
- Contourverharding van tandwielen: 3-10 kHz
- Oppervlakteverharding van assen: 10-30 kHz
- Oppervlakteverharding van kleine onderdelen: 100-400 kHz
- Inductiesolderen van metalen werkstukken: 100-400 kHz
- Inductiesmelten van kleine hoeveelheden metaal: 100-400 kHz13
Om de beste combinatie van frequentie, vermogen en tijd te selecteren om het inductiehardingsproces te optimaliseren, moet een gedetailleerde analyse worden uitgevoerd met behulp van computersimulatie of experimentele tests.
U kunt uw werkstuk opsturen naar KETCHAN's lab voor verhardingstest, of raadpleeg KETCHAN's warmtebehandelingsexpert gratis.
Tags:verhardingsproces, inductieharden, inductiehardende apparatuur, begeleiding bij inductieharden, inductie verhardende verwarmingsfrequentie, inductieharden machine, Inductiehardingsproces, inductiehardende oplossingen, inductieharden ontlaten, Inductie verwarmer, inductie verwarming machine, KETCHAN, oppervlakteverhardingsproces