Vóór de oppervlakte-inductiewarmtebehandeling van autowielproducten is het ontwerp van de inductor erg belangrijk. De kwaliteit van de inductieverwarmingsspiraal heeft een directe invloed op het debuggen en verwerken van het product en heeft een grote invloed op de bluskwaliteit van het product. Voor de inductiewarmtebehandeling van een bepaald product, analyseert en bespreekt u het ontwerp van de inductor tot de voltooiing van de inbedrijfstelling van het product.
Overzicht
Metalen kunnen worden verwarmd in een inductor, voornamelijk afhankelijk van het fenomeen van elektromagnetische inductie. De essentie van elektromagnetische inductie is: een wisselend magnetisch veld veroorzaakt een wisselend elektrisch veld, en een wisselend elektrisch veld veroorzaakt een wisselend magnetisch veld. Wanneer een wisselstroom door een geleider gaat, is de stroomdichtheid op het oppervlak van de geleider relatief groot, terwijl de stroomdichtheid in de geleider relatief klein is. Dit fenomeen is het huideffect, ook wel huideffect of oppervlakte-effect genoemd. Daarnaast zijn er nabijheidseffecten en ringeffecten, die erg belangrijk zijn voor inductiewarmtebehandeling. Inductie warmtebehandeling heeft een korte verwarmingstijd, minder oxidehuid, kleine vervorming, energiebesparing en milieubescherming, en het is gemakkelijk om mechanisatie en automatisering te realiseren. Daarom wordt het veel gebruikt in de automobielindustrie, tractoren, bouwmachines, zware machines, lagerindustrie, spoorwegen en metallurgie en andere industrieën. De tendens is erg goed.
De auteur is betrokken bij de inductieharden van wielnaven voor auto's voor bijna 10 jaar. De processtroom van de inductiewarmtebehandeling van de buitenflens en binnenflens wordt hieronder geanalyseerd en gesorteerd voor referentie en discussie door collega's.
Analyse van producttekeningen
De structuren van de buitenflens en de binnenflens worden getoond in respectievelijk figuur 1 en figuur 2.
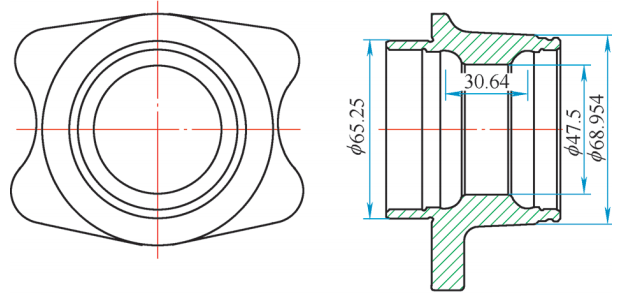
Figuur 1 Buitenflensstructuur
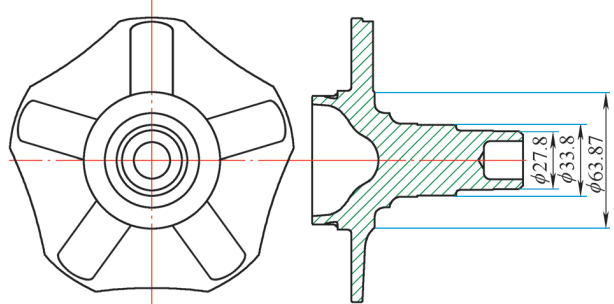
Figuur 2 Binnenflensconstructie
1. Kritische dimensies
Buitenflens (binnenste gat): productwanddikte, binnendiameter, hoogte, groefafstand, basiscirkelgrootte, algehele structuur, etc.
De groefafstand van dit product is 30.64 mm, de diameter van de basiscirkel is 65.25 mm, de wanddikte van het kaliber is 10 mm en de lengte van het blusgebied is 40 mm. Binnenflens (buitenste cirkel): de asdiameter van het hoofdkanaal van het product, ashoogte, basiscirkelgrootte en algehele structuur, enz. Het product is een massieve as met een hoofdkanaaldiameter van 33.8 mm, een ashoogte van 71.1 mm, een basiscirkeldiameter van 60 mm en een lengte van het blusgebied van 52 mm.
2. Technische vereisten:
Technische vereisten voor warmtebehandeling worden getoond in figuur 3 en figuur 4.
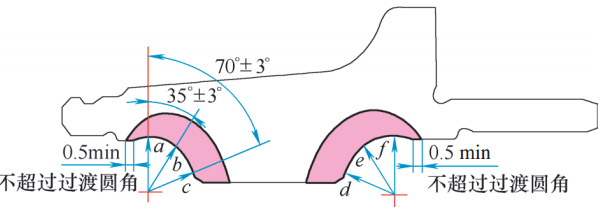
Figuur 3 Buitenflens
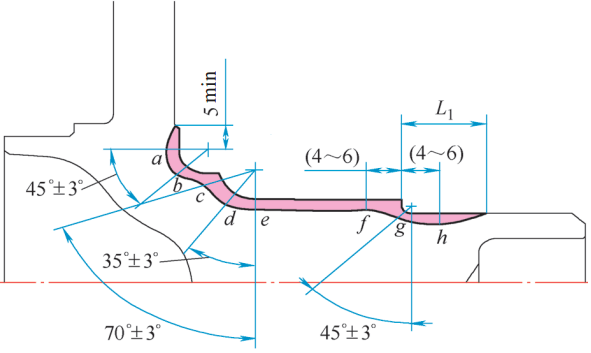
Figuur 4 Binnenflens
(1) Technische vereisten voor het afschrikken en ontlaten van binnen- en buitenflenzen
De hardheid van het dovende oppervlak is 62-65HRC en de hardheid van het ontlaatoppervlak is 59-63HRC. De metallografische structuur is martensiet 4~6.
(2) Technische vereisten voor detectie van buitenflens
Gedetecteerd in de richting van de patroonhoek, a, f punt Ds = 1.9 ~ 3.2 mm; b, e-punt Ds = 2.2 ~ 3.7 mm; c, d punt Ds ≥ 2.4 mm.
(3) Technische vereisten voor detectie van binnenflens
Detecteer a, b, e, h punt Ds=1.9~3.7 mm in de richting van de patroonhoek; d-punt Ds=2.2~3.7 mm; g punt Ds≥1.5mm; c punt Ds≥2.4mm; f punt Ds=2~6mm.
3. Construeer het productsensorpatroon
Volgens de bovenstaande dimensionale gegevens en productgerelateerde technische vereisten, meet u de totale hoogte van de sensor en de grootte van de effectieve cirkel, tekent u het ontwerppatroon van de sensor, wijzigt u deze volgens de werkelijke situatie en bepaalt u uiteindelijk de vorm van de inductiehardende spoel.
4. Bepaal het materiaal en de maat van de inductiehardende spoel
De inductieverhardende spoel bestaat uit een effectieve spoel, een geleidende plaat, een contactplaat en accessoires en is gemaakt van verschillende materialen.
(1) Geleidende contactplaat, effectieve ring en geleidende plaat. Gemaakt van puur koper T2 en gesoldeerd met messing elektroden.
(2) De waterinlaat- en uitlaatleidingen zijn ronde koperen buizen met een buitendiameter van 12 mm en een wanddikte van 2 mm; vierkante koperen buizen van 14mm×14mm×2mm.
(3) Effectieve cirkel. De vierkante koperen buis van de buitenflens is 8 mm × 10 mm × 1.5 mm; de vierkante koperen buis van de binnenflens is 12 mm × 15 mm × 2 mm.
1. Ontwerppatroon van de inductiehardende spoel
De inductieverhardende spoel ontwerp wordt getoond in figuur 5.
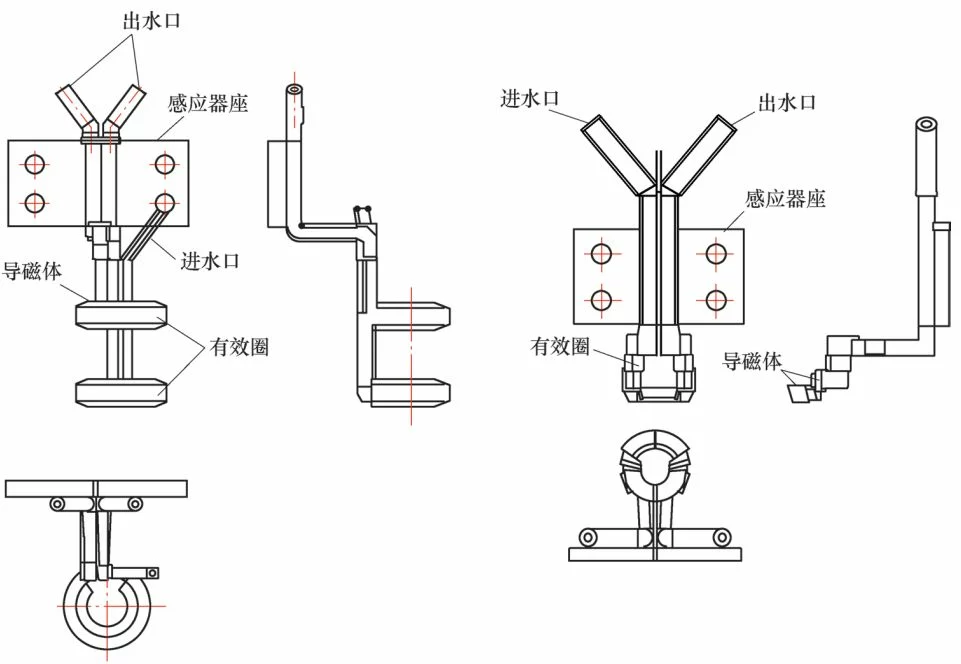
Afbeelding 5 ontwerppatroon van inductiehardende spoelen
(1) Ontwerp, meet en teken het sensorpatroon volgens de productstructuur en markeer de naam van elk onderdeel.
(2) Contactplaat. Zoals getoond in figuur 6.
Afbeelding 6 Verbind plaat
De contactplaat moet ervoor zorgen dat deze betrouwbaar, stevig en stevig kan worden verbonden met de blustransformator. De dikte van de contactplaat moet >1.57 d zijn (d is de huidige penetratiediepte), maar <12 mm, en de dikte van de plaat moet hier 10 mm zijn.
De bordbreedte varieert afhankelijk van de kracht van de sensor. Over het algemeen wordt het geselecteerd binnen het bereik van 60-190 mm en wordt de bovengrens geselecteerd wanneer het vermogen groot is. Hier wordt de bordbreedte geselecteerd als 60 mm en de bordlengte wordt geselecteerd als 70 mm.
De ponsdiameter van de persbout op de contactplaat is 15 mm en er zijn in totaal 4 boutgaten en de bouten kunnen M12 gebruiken. Opgemerkt moet worden dat de posities van de vier bevestigingsgaten goed moeten worden opgemeten, anders zit de verbinding met de transformator niet goed.
Bovendien wordt het vermogen op de inductor verdeeld over de lengte van de geleider, dus de geleidende plaat moet breed zijn in plaats van smal.
(3) Het effectieve cirkelontwerp van de sensor. Om de kwaliteit van de sensorproductie te waarborgen, moeten enkele noodzakelijke mallen worden voorbereid.
De productie van de effectieve ring vereist het opwikkelen van de doornvorm (zie figuur 7) en de koperen buis wordt na het uitgloeien op de doorn gewikkeld. De diameter van de doorn moet iets kleiner zijn dan die van de inductor na het opwikkelen van het eindproduct.

Figuur 7 Wikkeldoornvorm
Neem de buitenste flens als voorbeeld: de breedte van de koperen buis in de effectieve cirkel van de inductiespoel is 10 mm, de diameter van de schouder van het product is 47.5 mm en de diameter van de doorn kan 35 mm zijn. Het binnenflensproduct kiest ook de doornwikkeling, waarbij de inductiespoel in de R-hoek van het wikkelproduct kan worden geselecteerd, de diameter van de doorn kan 63 mm zijn en dit gedeelte van de inductiespoel moet worden verwerkt tot een helling met een bepaalde hoek om de dovende efficiëntie in de R-hoek te verbeteren. . De effectieve ringen van andere onderdelen worden gewikkeld volgens de grootte van de tekening.
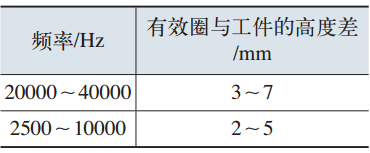
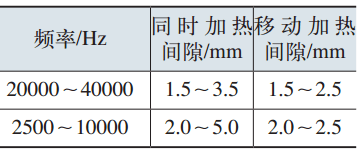
(4) De parameters zijn bepaald. De inductor is verdeeld in uitdoving van de buitenste cirkel en uitdoving van het binnenste gat. Het hoogteverschil tussen de effectieve cirkel en het werkstuk en de opening tussen de effectieve cirkel en het werkstuk moet worden bepaald op basis van de frequentie van de blusapparatuur ter plaatse, zoals weergegeven in tabel 1 tot en met tabel 4.
Tabel 1 Hoogteverschil tussen de effectieve ring en het werkstuk wanneer het binnenste gat wordt verwarmd
Tabel 2 De opening tussen de effectieve ring en het werkstuk wanneer het binnenste gat wordt verwarmd
Tabel 3 Hoogteverschil tussen de effectieve ring en het werkstuk wanneer tegelijkertijd de buitenste cirkel wordt verwarmd
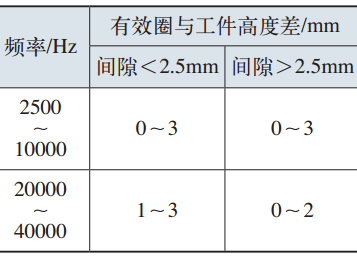
Tabel 4 De opening tussen de effectieve ring en het werkstuk wanneer de buitenste cirkel wordt verwarmd
Productfoutopsporing en acceptatie
1. Installatie
(1) Selecteer een verhardende werktuigmachine om sensoren en hulpapparatuur te installeren, zoals weergegeven in afbeelding 16.
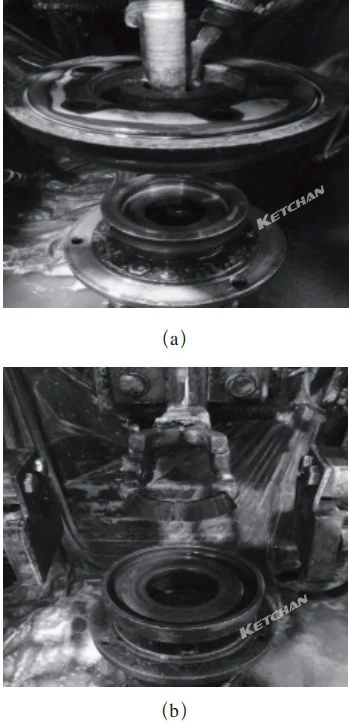
Afbeelding 16 installatie van inductiespoel en hulpapparatuur
Voorzorgsmaatregelen bij installatie:
- Let bij het installeren van het gereedschap op de nabijheid van de verbinding tussen de inductiespoel en de transformator en de bouten moeten worden vergrendeld.
- Let op de verticaliteit van de effectieve cirkel en het product bij het installeren van de sensor, de sensor kan niet worden gekanteld, anders heeft dit invloed op de bluskwaliteit van het product.
- De buitenflens moet worden geïnstalleerd met een productdrukmof als warmteabsorberend apparaat, dat stabieler is dan sommige externe externe spuitmethoden.
- Controleer de rondloop van het werkstuk wanneer het op de opspanning wordt gedraaid. Algemene tooling cirkelrondloop ≤ 0.3 mm.
(2) De vermogensafstemming van inductiehardende apparatuur is 250kW/8~30kHz.
(3) Pas de hardingsapparatuur aan, bepaal het juiste hardingsproces en voldoe aan de hardingstechnische vereisten van het product.
Buitenflensproducten: vermogensverhouding 98%, verwarmingstijd 7.4 s, afkoeltijd 14 s, blusvloeistofconcentratie 1.5% ~ 2.5%.
Binnenflensproducten: vermogensverhouding 98%, verwarmingstijd 7.7 s, afkoeltijd 20 s, blusvloeistofconcentratie 1.5% ~ 2.5%.
Shanghai Houghton in water oplosbare blusvloeistof werd gebruikt en de concentratie ervan werd gedetecteerd door een refractometer.
2. Afstelling koelapparaat
(1) Garandeer de koeldruk, hier is de koeldruk van de blusvloeistof 0.25-0.4 MPa en de koeldruk van de sensor 0.5-0.8 MPa.
(2) De positie van het koelapparaat is zo aangepast dat het koelwater niet kan worden geblokkeerd of geblokkeerd.
(3) Het koelwater bestaat uit twee delen, de ene is de blusvloeistof en de andere is het koelwater van het systeem, en warmtewisselaars worden over het algemeen gebruikt voor temperatuurkoeling.
De temperatuur van de blusvloeistof is over het algemeen niet hoger dan 35°C. Een te hoge temperatuur zorgt voor onvoldoende koeling, met kwaliteitsproblemen van het product tot gevolg. De temperatuur van het koelwater in het systeem is het zachte water voor het koelen van elektrische apparaten. Deze temperatuur wordt over het algemeen geregeld op 30°C en mag niet lager zijn dan kamertemperatuur. Anders zullen waterdruppels condenseren op het oppervlak van de gekoelde elektrische apparaten en de elektrische apparaten gemakkelijk beschadigen.
3. Methode voor productinspectie
Voor de inspectie van warmtebehandelingsproducten zijn draadsnijmachines en voorslijpmachines voor metallografische monsters vereist.
4. Ontlaatproces van het product
Het ontlaten van inductiegeharde werkstukken omvat zelfontlaten, inductie temperingen oventemperen. De producten worden hier getemperd in de oven.
De ontlaattemperatuur wordt bepaald volgens de technische vereisten van het werkstuk. Over het algemeen, wanneer de hardheidsvereiste hoger is dan 52HRC, is de ontlaattemperatuur 180-200°C en is de ontlaattijd 1.5 uur; wanneer de hardheidsvereiste hoger is dan 56HRC, kan de ontlaattemperatuur 160°C zijn en is de ontlaattijd 1.5 uur.
Het ontlaatproces van dit product wordt uiteindelijk bepaald als een ontlaattemperatuur van 165°C en een ontlaattijd van 2.5 uur.
5. Inspectie
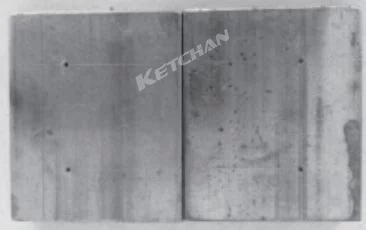
Afbeelding 17 en Afbeelding 18 zijn productvoorbeelden die met succes zijn opgespoord.

Figuur 17 Afschrikmonster van de buitenflens

Figuur 18 Afschrikmonster van de binnenflens
Tabel 5 en tabel 6 zijn de inspectiegegevens van het eerste stuk foutopsporingsproducten
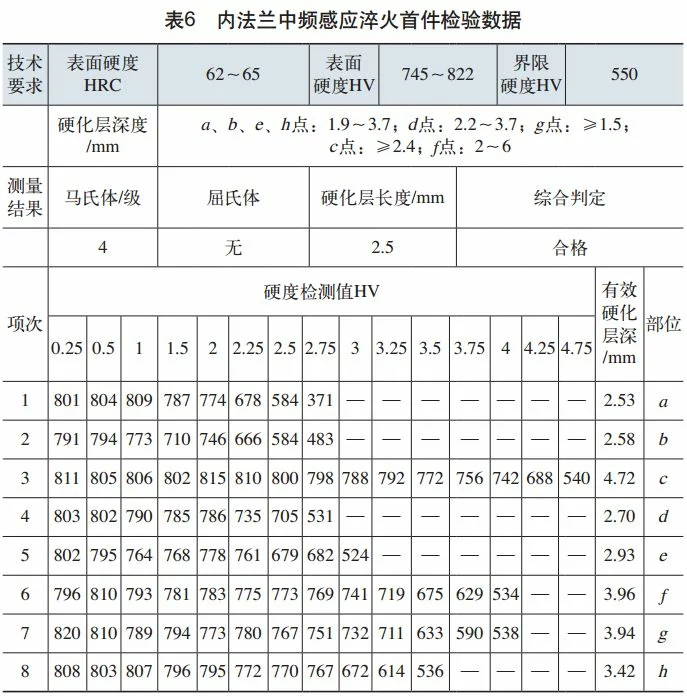
Getest door Vickers-hardheidstester, voldoen de oppervlaktehardheid van het product en de effectieve geharde laagdiepte allemaal aan de technische vereisten. De warmtebehandeling van dit product is met succes voltooid, van het ontwerp van de gereedschapssensor tot het debuggen van het product.
Epiloog
De structuur, vorm en grootte van de inductiespoelen zijn de kernproblemen van inductiehardingstechnologie, die een directe invloed hebben op de inductieharden kwaliteit, productie-efficiëntie en energieverbruik van onderdelen. Daarom een geschikt inductieverwarmingsspiraal is een belangrijke manier om inductieharden een hoge kwaliteit, hoge efficiëntie en energiebesparing te bieden.