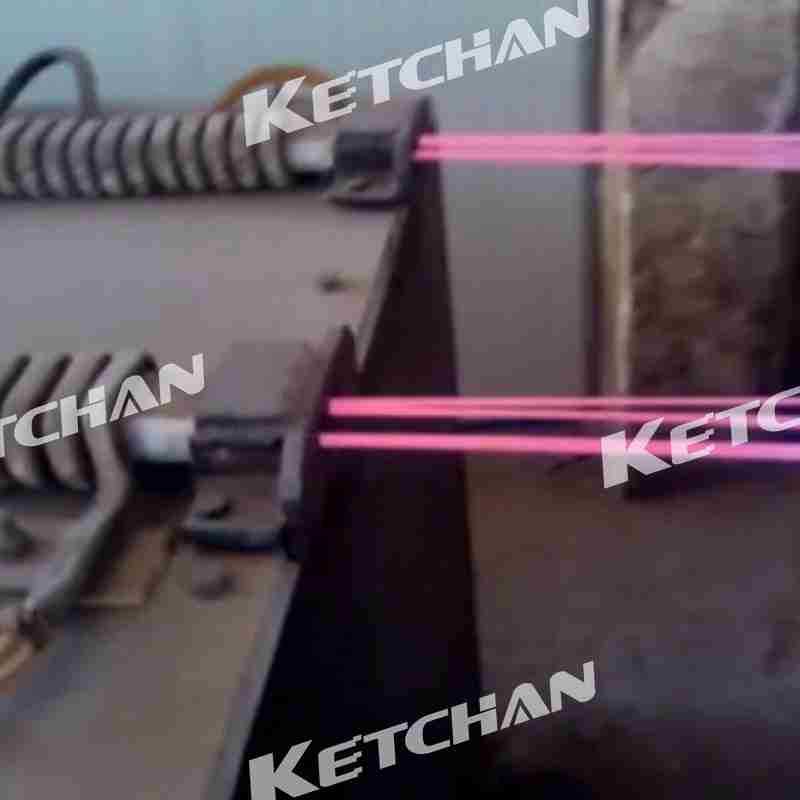
Wat is inductiegloeien?
Inductiegloeien is een onderdeel van inductieverwarming. Het doel van inductiegloeien is om de hardheid, taaiheid en interne spanning van het metaalmateriaal te veranderen, zodat de beste materiaaleigenschappen worden bereikt. Het grote voordeel van inductiegloeien is dat het werkstuk gericht en herhaalbaar kan worden verwarmd om altijd hetzelfde resultaat te garanderen. Doordat tijdens het inductiegloeien door wisselend elektromagnetisch veld direct in het werkstuk warmte wordt opgewekt, kan het proces zeer nauwkeurig worden gestuurd en kan door efficiënt gebruik van energie een hoog rendement worden behaald. Dit zorgt voor een gelijkmatige warmteverdeling en indringdiepte van het werkstuk. Bij het inductie-gloeiproces is er geen plotselinge afkoeling met water of koelmiddel zoals bij inductieafschrikken, maar wordt de temperatuur van het werkstuk langzaam verlaagd. Het hele verwarmingsproces is contactloos en kort.
Waarom inductiegloeien gebruiken?
Door inductiegloeien kunnen de materiaaleigenschappen van het metaal zeer nauwkeurig en betrouwbaar worden verbeterd. Inductiegloeien wordt voornamelijk gebruikt voor zachtgloeien en spanningsverlagend gloeien, wat grote voordelen heeft ten opzichte van het traditionele proces. Door inductiegloeien kunnen onzuiverheden in het materiaal worden verwijderd door warmtebehandeling tijdens schoongloeien.
- Door inductie kan het gloeiproces de hardheid van staal verminderen en de plasticiteit verbeteren om het snijden en koude vervormingsverwerking te vergemakkelijken.
- Verfijn graan, elimineer de microstructuurdefecten veroorzaakt door gieten, smeden en lassen, zelfs de microstructuur en samenstelling van staal, verbeter de eigenschappen van staal of bereid u voor op de microstructuur van de latere warmtebehandeling.
- Elimineer interne spanning in staal om vervorming en barsten te voorkomen.
Inductiegloeien zorgt voor een uitstekende verwarmingsregeling omdat het proces perfect kan worden geregeld met frequentie, vermogen en (zie hardsolderen) inductiegloeitijd volgens de gewenste materiaaleigenschappen. Dit zorgt voor een extreem hoge warmtebehandelingskwaliteit en herhaalbaarheid, wat vooral belangrijk is bij massaproductie.
Wat zijn de staalinductie-gloeiprocessen en -toepassingen?
Gemeenschappelijke inductie-gloeiprocessen omvatten homogenisatie-gloeien, volledig uitgloeien, onvolledig uitgloeien, isotherm uitgloeien, sferoïdiserend uitgloeien, herkristalliserend uitgloeien, uitgloeien onder spanning, enzovoort.
| NO. | Gloeimethoden | Hoofddoel | Kenmerken van het gloeiproces | Toepassingsbereiken |
|---|---|---|---|---|
| 1 | Diffusie gloeien | compositie uniform | Verwarmen tot AC30 (150-200)℃, lang warm houden en langzaam afkoelen | Staalgieten en smeden en walsen van onderdelen met scheiding van componenten, enz. |
| 2 | Volledige gloeiing | verfijnde organisatie, verminder de hardheid! | Verwarmen tot AC30 (150-200)℃, lang warm houden en langzaam afkoelen | Gieten, lassen van onderdelen en smeed- en rolonderdelen van medium koolstofstaal en medium koolstofgelegeerd staal. |
| 3 | Gedeeltelijk gloeien | Verfijn de structuur, verminder de hardheid! | Verwarm tot Acl 10 (40-60)℃ en koel langzaam af na hittebehoud | Smeed- en gewalste delen van middelgroot en hoog koolstofstaal en laaggelegeerd staal, enz. (de mate van verfijning van de microstructuur is lager dan die van volledig uitgloeien) |
| 4 | Isotherm gloeien | Verfijn de structuur, verminder de hardheid en voorkom witte vlekken | Verwarmen tot Ac3 + (30 - 50)℃(hypereutectoïde staal) of Acl + (20 - 40)℃(eutectoïde staal en hardheid, voorkomen de vorming van eutectoïde staal), houd een bepaalde tijd aan en koel vervolgens af tot iets lager dan Ar1 isotherme transformatie en vervolgens luchtkoeling (luchtkoeling) | Staal van gemiddelde koolstoflegering en sommige zware gietstukken, smeedstukken en stempeldelen van hooggelegeerd staal, enz. (microstructuur en hardheid zijn uniformer dan volledig uitgloeien) |
| 5 | Sferoïdiserend gloeien | Carbide-sferificatie, vermindert de hardheid, verbetert de plasticiteit; | Verwarmen tot Acl + (20 — 40)℃ of Acl om de hardheid te verminderen, verhogen – (20 — 30)℃, na warmtebehoud isotherme koeling of directe langzame koeling | Sterven en dragende stalen onderdelen. Koud geëxtrudeerde onderdelen van constructiestaal |
| 6 | Herkristallisatie gloeien of tussentijds gloeien | Geen werkverharding meer | Verwarmen tot Ac1 – (50-150)℃, luchtkoeling na warmtebehoud | Koud vervormd staal en stalen onderdelen |
| 7 | Ontlasting gloeien | Verlichting van interne stress | Verwarmen tot Ac1 - (100-200) C, na warmtebehoud, luchtkoeling of ovenkoeling tot 200-300 ℃, en vervolgens luchtkoeling | Germanium-stalen onderdelen, lasonderdelen en smeedonderdelen |
Tags:te koop, inductie gloeien, inductieverhitter, inductie gloei-machine, inductie warmtebehandeling, Inductie verwarmer, inductieverwarming, inductie verwarming machine, KETCHAN, KETCHAN Electronic, Fabrikanten, pijp gloeien, prijs, Leveranciers, buis gloeien, draad gloeien, Zhengzhou KETCHAN, Zhengzhou KETCHAN Electronic
- Je kan bezoeken Zhengzhou KETCHAN electronic Co.,ltd Youtube videokamer voor meer. Bedankt.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}