Het principe van inductieverwarming met twee frequenties
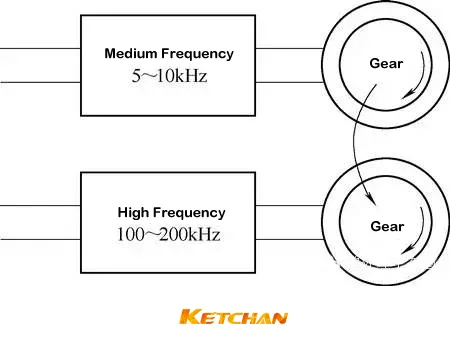
Conventionele (traditionele) dubbelfrequente inductieverharding is dat twee frequentievoedingen worden toegepast op respectievelijk twee inductoren, en het tandwiel moet worden voorverwarmd vanaf de laagfrequente inductor en snel worden verplaatst naar een andere hoogfrequente inductor voor verwarming en uitdoving, zoals weergegeven in figuur 1. Inductieverharding met twee frequenties maakt gebruik van laagfrequente verwarming om warmte-energie naar binnen te verspreiden en uiteindelijk hoogfrequente verwarming naar het oppervlak, dat wil zeggen het kenmerk van "lage frequentie neigt naar binnen, hoge frequentie neigt naar binnen" naar het oppervlak".
Figuur 1 Schematisch diagram van conventionele uitdoving met dubbele frequentie
Dubbele frequentie inductieharden is een inductieverwarming en blusmethode om de diepte van de verharde laag te vergroten en de hardheidsverdeling redelijker te maken. Dat wil zeggen, de geharde laag die langs het tandprofiel is verdeeld, kan worden verkregen door gebruik te maken van de sequentiële verwarmingsmethode met gemiddelde frequentie en hoge frequentie, en de vervorming van de warmtebehandeling van het tandwiel is klein.
Gebruik bijvoorbeeld voor een tandwiel met een modulus van 4 mm stroom met een gemiddelde frequentie om de tandgroef en de tandzijde bij de tandwortel te verwarmen (2.5 ~ 3 s) en gebruik vervolgens 250 kHz hoogfrequente stroom om te verwarmen (0.6 ~ 0.7 s) de tandbovenkant en de tand dichtbij de tandbovenkant, dan gedoofd.
Wanneer Guangzhou Automobile Group Co., Ltd. inductieverhitting en -doving met twee frequenties uitvoert op tandwielen gemaakt van 45 staal en modulus 3, kan een geharde laag gelijkmatig verdeeld over het tandprofiel worden verkregen. Wanneer de geharde laag 0.8 mm is, zijn de beste uitstekende buigmoeheidsprestaties, die in wezen gelijk zijn aan die van SCM420 (equivalent aan 20CrMo-staal) gecarboneerde tandwielmoeheidsprestaties, en de vermoeidheidslimiet kan 1450 MPa bereiken.
Inductieverwarmingsproces en effect met twee frequenties
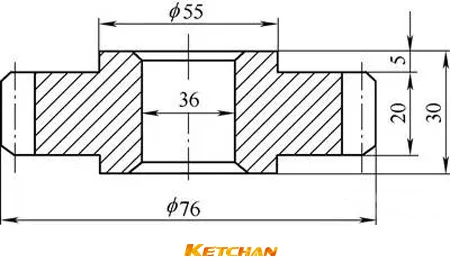
Nihon Electric Industrial Co., Ltd. heeft de uitdovingsmethode met dubbele frequentie getest en kan een kleinere vervorming verkrijgen dan de uitdovingsmethode met enkele frequentie en de uitdovingsmethode met carbonering. Het ingewikkelde cilindrische tandwiel (zie figuur 2) heeft een modulus van 2 mm en een volledige tandhoogte van 4.7. mm, het aantal tanden is 36 en het materiaal is S45C-staal (gelijk aan 45 staal). Het tandoppervlak wordt afgewerkt door te scheren en de voorverhittingsbehandeling is voor ontlaten.
Figuur 2 Vorm tandwiel testen
De inductieverhardingsmethode met dubbele frequentie wordt weergegeven in de onderstaande afbeelding. Plaats eerst het tandwiel op het armatuur en roteer vervolgens met hoge snelheid met de centrale as, tegelijkertijd zendt de inductievoeding (1) een stroom van f = 3000Hz en gaat de inductor (A) binnen. ) voor voorverwarmen. Wanneer het tandwiel de optimale temperatuur bereikt, wordt de voeding (1) afgesneden en valt het tandwiel snel in de blus- en verwarmingsinductor (B), en tegelijkertijd begint de hoogfrequente voeding (2) te zendvermogen, de frequentie f=140kHz en het tandoppervlak van het tandwiel Snel blussen en opwarmen van de tandtop, wanneer het tandoppervlak de afschriktemperatuur bereikt, de hoogfrequente voeding afsnijden, de rotatiesnelheid van het tandwiel verminderen en spuit tegelijkertijd koelwater uit de bluswatermantel om het tandoppervlak, de tandtop en de tandwortel snel af te koelen. Er wordt een geharde laag verdeeld over het profiel van de tand verkregen.
De inductieverhardingsmethode met twee frequenties
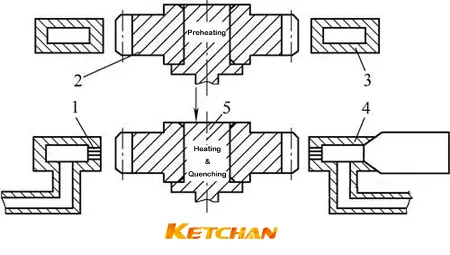
1. Watersproeigat 2. Tandwiel 3. Voorverwarmingssensor (A) 4. Hoogfrequente verwarmingssensor (B) + bluswatermantel 5. Armatuur
Tabel 1: toont de procesparameters van drie warmtebehandelingen voor tandwielen.
| De belangrijkste procesparameters van verharding met dubbele frequentie, verharding met enkele frequentie en verharding met carbonisatie | ||
|---|---|---|
| Parameters van het verhardingsproces met twee frequenties | Parameters voor verhardingsproces met één frequentie | Carburerende verhardingsprocesparameters |
| Voorverwarmvermogen 100kW | Verwarmingsvermogen 90kW | Carbureren 950 ℃ |
| Voorverwarmfrequentie 3kHz | Frequentie 90kHz | 950 ℃ en hittebehoud 2.5h |
| Voorverwarmtijd 3.65s | Opwarmtijd 3.8s | Voorkoelen tot 850 ℃ |
| Luchtkoeltijd 3.85s | Voorverwarmtijd 0s | 850℃ gedurende 20min |
| Hoogfrequent ingangsvermogen 900kW | ||
| Hoogfrequente frequentie 140kHz | Watersproeitijd 15s | Dovend koelmedium - olie |
| Opwarmtijd 0.14s | Opwarmtijd 0.14s | Aanmaaktemperatuur 180℃ |
| Watersproeitijd 10s | / | Tempereertijd 2 uur |
| Waternevel stroomsnelheid 100L/min | / | Gevolgd door luchtkoeling |
De testresultaten van tandwielvervorming, resterende drukspanning en profileringssnelheid langs het tandprofiel na drie processen worden weergegeven in tabel 2. Uit tabel 2 blijkt dat de warmtebehandelingsvervorming van het tandwiel na uitdoving met dubbele frequentie de kleinste is, de precisie is het hoogst en de resterende drukspanning is het hoogst.
Tabel 2: Resultaten van thermische vervorming na carbonering en afschrikken, inductieharden met enkele frequentie en inductieharden met dubbele frequentie (μm)
| Resultaten van thermische vervorming na carbonering en afschrikken, inductieharden met enkele frequentie en inductieharden met dubbele frequentie (μm) | ||||
|---|---|---|---|---|
| item | Carbureren Afschrikken + Temperen | Inductieverharding met enkele frequentie | Inductieverharding met dubbele frequentie | Opmerkingen |
| Gemiddelde profielfout | 4.26 4.8 ~ | 2.2 3.3 ~ | 3.1 308 ~ | / |
| Tandprofiel offset | 16 | 8.4 | 6.0 | / |
| Tand uitloop | 5.867 | 3.103 | 2.198 | / |
| Gemiddelde waarde van tandrichtingfout | 6.91 | 3.7 4.1 ~ | 3.7 4.1 ~ | / |
| Tandfout gecompenseerd | 20 | 4.4 | 4.4 | / |
| Tand uitloop | 7.51 | 1.855 | 1.584 | / |
| Midden van tandwortel Restspanning/MPa | -27.7 | -51.3 | -778 | / |
| Tand top geharde laag diepte /mm | 0.87 | 4.69 | 1.54 | Wanneer de diepte van de wortelgeharde laag 0.55 mm is |
| Geharde laag profilering tarief (%) | 81.5 | 0.2 | 67.2 | / |