
Inductieharden van lagers
Inductieharden is een oppervlaktehardingstechniek waarbij gebruik wordt gemaakt van inductieverhitting en afschrikken om een verharde laag op een metalen onderdeel, zoals een lager, te creëren.
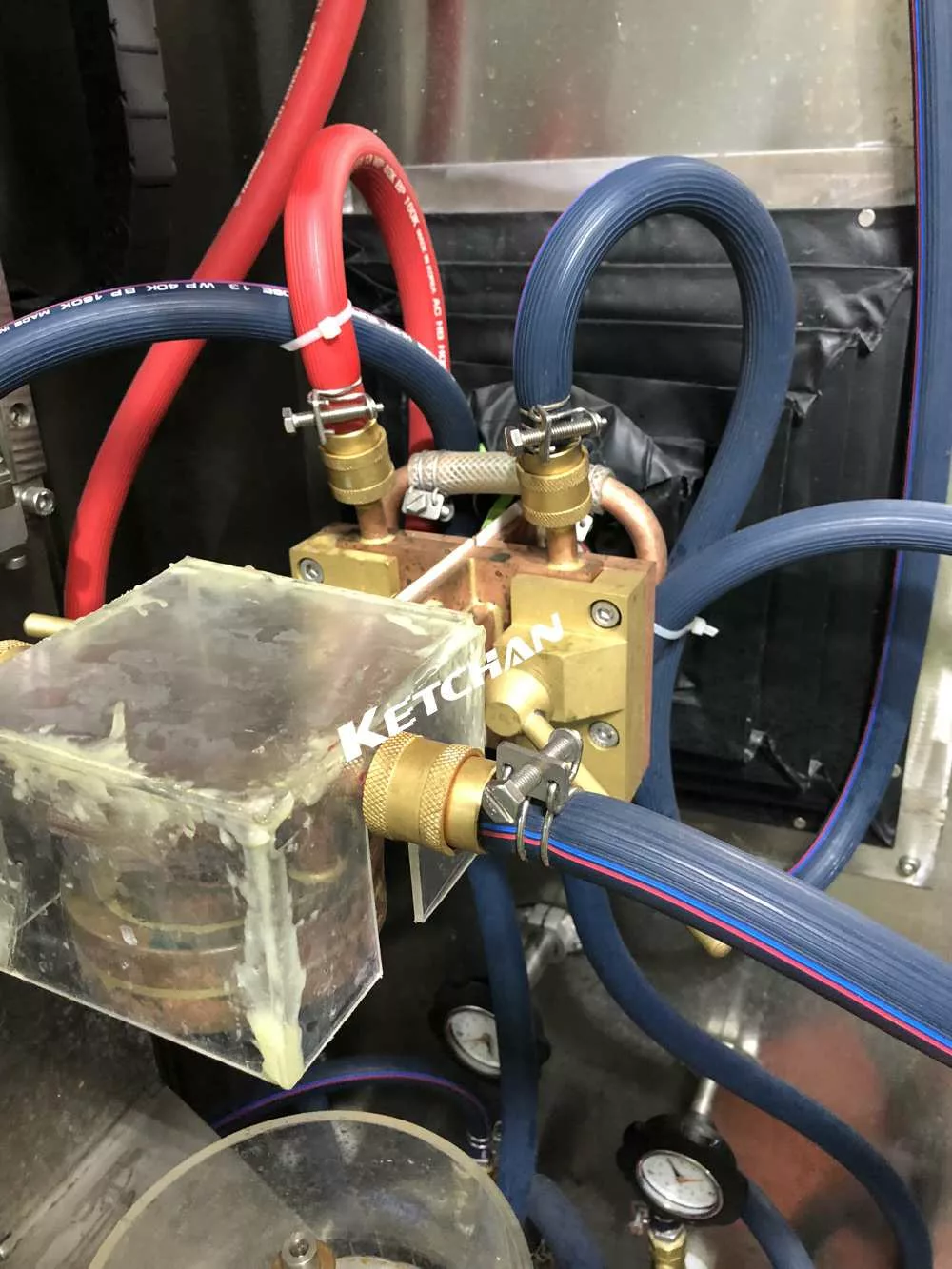
- Plaatsing: Het lager wordt in een koperen spoel geplaatst.
- Verwarming: Het lager wordt door wisselstroom verwarmd tot boven zijn transformatietemperatuur.
- Afschrikken: Het lager wordt snel gekoeld door water of een ander blusmedium. Dit proces verhoogt de hardheid en slijtvastheid van het oppervlak, maar maakt het ook brosser.
Voor lagers zijn er drie soorten inductieve oppervlakteharding: scannen met een zachte zone, scannen zonder zachte zone en enkelslagharden. Bij sommige processen wordt de hardingsoperatie opgedeeld in verschillende stappen: het verwarmen van de startzone, het afschrikken van de start begint en vervolgens bewegen de spoelen rond de ring en verwarmen deze.
Voor dit type verharding is een koolstofgehalte van 0.3–0.6 gew.% C nodig. Inductief oppervlaktegehard laaggelegeerd medium koolstofstaal wordt veel gebruikt voor kritische auto- en machinetoepassingen die een hoge slijtvastheid vereisen.
Voordelen van inductiehardende warmtebehandeling voor lagers
- Verhoogde slijtvastheid: Er is een directe correlatie tussen hardheid en slijtvastheid. De slijtvastheid van een onderdeel neemt aanzienlijk toe bij inductieharden.
- Verhoogde sterkte en levensduur: dit komt door de zachte kern en de resterende drukspanning aan het oppervlak. Inductieharden kan superieure duurzaamheid aan lagertappen en assecties verlenen zonder de ductiliteit op te offeren die nodig is om schokbelastingen en trillingen te verwerken.
- Verminderde vervorming door warmtebehandeling: Alleen het oppervlak wordt verwarmd en gekoeld, waardoor vervorming door warmtebehandeling kan worden verminderd.
- Hogere oppervlaktehardheid: Snellere regionale koelsnelheden dan bij verharding kunnen hogere oppervlaktehardheidswaarden bereiken.
- Diepe behuizing met stevige kern: De typische diepte van de behuizing is 030” – 120”, wat gemiddeld dieper is dan processen zoals carboneren, carbonitreren en verschillende vormen van nitreren die worden uitgevoerd bij subkritische temperaturen.
- Selectief verhardingsproces: Gebieden met nalassen of nabewerken blijven zacht – zeer weinig andere warmtebehandelingsprocessen kunnen dit bereiken.
- Relatief minimale vervorming: bijvoorbeeld een as van 1” Ø x 40” lang, die twee gelijkmatig verdeelde tappen heeft, die elk 2” lang ondersteuning van een belasting en slijtvastheid vereisen. Inductieharden wordt alleen op deze oppervlakken uitgevoerd, in totaal 4 cm lang. Met een conventionele methode (of als we trouwens de hele lengte inductief zouden harden) zou er aanzienlijk meer kromtrekking optreden.
- Maakt gebruik van goedkope staalsoorten mogelijk: zoals 10451.
Deze voordelen maken inductieharden tot een effectief warmtebehandelingsproces voor een verscheidenheid aan toepassingen, waaronder oppervlakteharden, doorharden, temperen en spanningsverlichting, gloeien en normaliseren, korrelverfijning, precipitatieharden of -verouderen, en sinteren van poedervormige metalen.