")



Waarom verhardt de klepinductie?
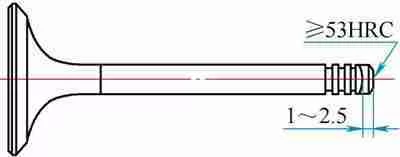
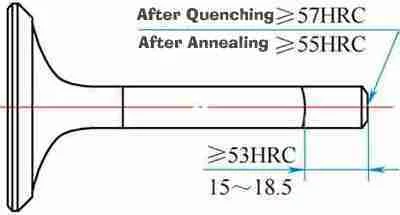
Om de levensduur van de motorklep te verbeteren, moeten we het inductieverhardingsproces van de klepsteel en het kegeloppervlak uitvoeren. De afschrikhardheid is gewoonlijk 50-62 HRC, inductie afschriklengte of -diepte ≥ 2 mm, de fijne korrelgrootte in grootte 8, enz., Afhankelijk van de servicevoorwaarden en vereisten van de klep, kan het afschrikken van het stanguiteinde worden onderverdeeld in het volledig uitharden van de klepsteel, het afschrikken van het stanguiteinde, het afschrikken van het steelprofiel, enz. Deze jaren nadat we een aantal beroemde klepfabrikanten hebben bediend, updaten we onze klepinductiehardingsmachines altijd om ze sneller, stabieler en commerciëler te maken.
Hoe de spoel van de klepinductiehardingsmachine te doen?
Uitdoving van het uiteinde van de ventielstang wordt bereikt door hoogfrequente inductiehardingsapparatuur en inductor. De kwaliteit van de inductiewarmtebehandeling en de efficiëntie en het gebruik van de apparatuur hangen grotendeels af van het ontwerp en de fabricage van de inductorstructuur. Afhankelijk van het type en de kenmerken van de uitdovende inductor van de klepstang, kan deze worden onderverdeeld in de vlakke inductor, U-vormige of rechthoekige inductor (kopiëren), open continue uitdovende inductor (uitdoving van de staafuiteinde, enz.), Ontmoet zijn verschillende eindvlak hardheid, afschriklengte of diepte technische vereisten, enz. In het uitdovingsproces van de klepstanguiteinde zijn de basisvereisten voor het afschrikken van de inductor als volgt:
- De inductor is gelast met een rechthoekige (of ronde koperen buis) puur koperen buis of koperen plaat om het scherpe hoekeffect in een rechte hoek te voorkomen en oververhitting of verbranding in de hoeken te voorkomen.
- De inductor moet worden uitgerust met een magnetische geleider om de verwarmingsefficiëntie tijdens impact- en profieldoving te verbeteren.
- Eenvoudig te installeren, te maken en aan te passen, met voldoende sterkte, niet gemakkelijk te vervormen tijdens het verwarmingsproces, en handig om de schaal en extern vuil in de inductor te reinigen.
- Voor continu doven door type-inductor, de bovenste en onderste, de binnenkant van de isolatietegels, om ontsteking te voorkomen, de levensduur te verlengen en betere koelomstandigheden te hebben.
Een groot aantal productiepraktijken heeft bewezen dat het gebruik van een rechthoekige inductor in plaats van een cilindrische inductor duidelijke voordelen heeft bij het verbeteren van de kwaliteit van inductiedoving aan het uiteinde van de klepstang, het verlengen van de levensduur van de klep en het verhogen van de productiviteit, het verkorten van de hulptijd en het vereenvoudigen van blusmiddelen.
Wat zijn de technische kenmerken van een klepinductieverhardingsmachine?
De belangrijkste kenmerken van onze automatische klepinductiehardingsmachine zijn als volgt:
- De inductor is vast en de afschriklengte van de klepstang is stabiel.
- Het aannemen van blusenergie om de verwarmingstemperatuur aan te passen, heeft goede regelprestaties.
- Automatisch laden en lossen, kunstmatige intelligente besturing en alarmscheiding bij hoge en lage temperatuur.
Hoe de inductieverharding van de klep te doen?
Om ervoor te zorgen dat de kwaliteit van het uiteinde van de klepstang na het afschrikken voldoet aan de technische vereisten, moeten de inductiehardende spoel en de structuur van het koelsysteem worden geselecteerd op basis van de technische vereisten voor het harden van het uiteinde van de klepstang. Volgens de resultaten van de procestest om de beste procesparameters te bepalen, en volgens de specifieke vereisten de volgende specifieke procescontrole.
- Om het verwarmingsvermogen, de spanning, de stroom (verwarmingstemperatuur) of verwarmingsenergie, verwarmingstijd (slag) of voedingssnelheid, enzovoort van de klepinductieverhardingsmachine te bepalen.
- Koelmedium temperatuur, sproeidruk, olie of water blussend koelmedium concentratiebereik en koeltijd.
- Het afschrikkende circulatiesysteem van het koelmedium moet regelmatig worden gereinigd. Na elke uitschakeling of herstart van de defecte apparatuur, moet het doven van het staafuiteinde worden uitgevoerd nadat het dovende koelmedium gedurende 20 minuten is gecirculeerd.
- De magnetische geleider moet betrouwbaar op de inductor worden aangesloten en ervoor zorgen dat deze evenwijdig loopt aan de binnenwand van de inductor.
- De structurele grootte van de inductor en het koelsysteem moet in overeenstemming zijn met de vereisten voor het doven van de klepstang.
- Motorklepstanguiteinde dovend positioneringsapparaat en klem- of persapparaat moeten elke dienst worden geïnspecteerd en afwijkingen moeten worden gestopt voor inspectie.
Wat is KETCHAN ventielinductie hardingsmachine gegevensblad?
Procesbereik | Klepdiameter: 5-10 mm, klephoed diameter 20-50 mm, totale lengte 70-150 mm. |
Materiaal | 21-4N, 4Cr10Si2Mo, originele hardheid 25-45HRC |
Verhardingsdiepte | 2-5mm |
Verhardende hardheid | Meer dan 50HRC |
Hoogfrequente inductieverwarmingsmachine | Spanning: 380V~480V 50Hz/60Hz Frequentie: 20-60KHZ |
Totale kracht | 40KW |
Productiesnelheid | 5S/Stuk |




{kind=link}
{kind=link}