")
")
")
Wat is een oppervlakteverhardingsmachine?
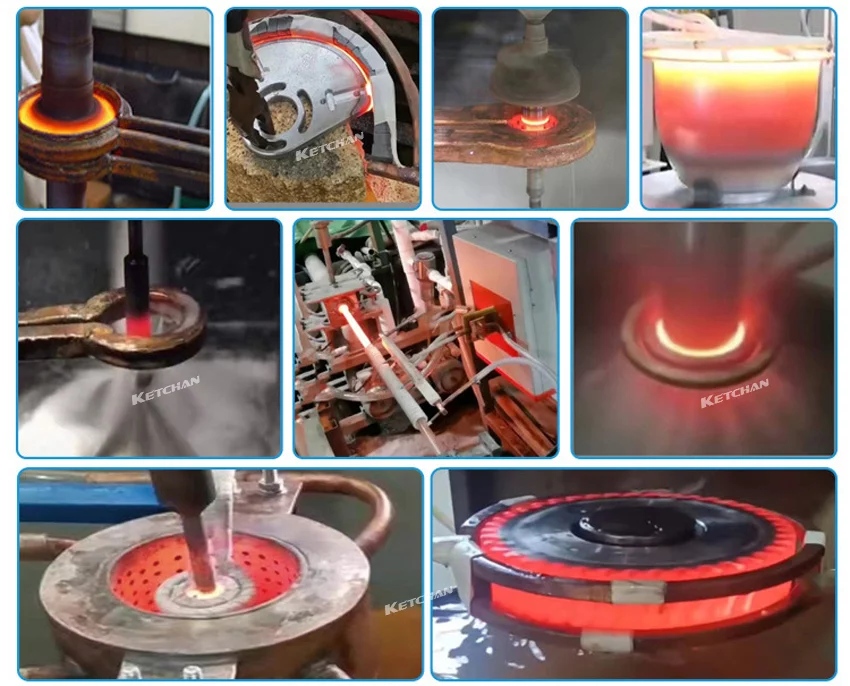
Oppervlakteverhardingsmachine is een soort snelle en selectieve metaaloppervlaktemethode. Plaats een koperen spoel waarop veel wisselstroom staat in de buurt van het (niet-aanrakende) onderdeel. Wervelstroom- en hysteresisverliezen genereren warmte aan het metalen oppervlak. Inductieharden, meestal op waterbasis, voegt polymeren enz. direct toe aan het metalen onderdeel of onderdompeling. Verandert de structuur in martensiet, veel harder dan de vorige structuur.
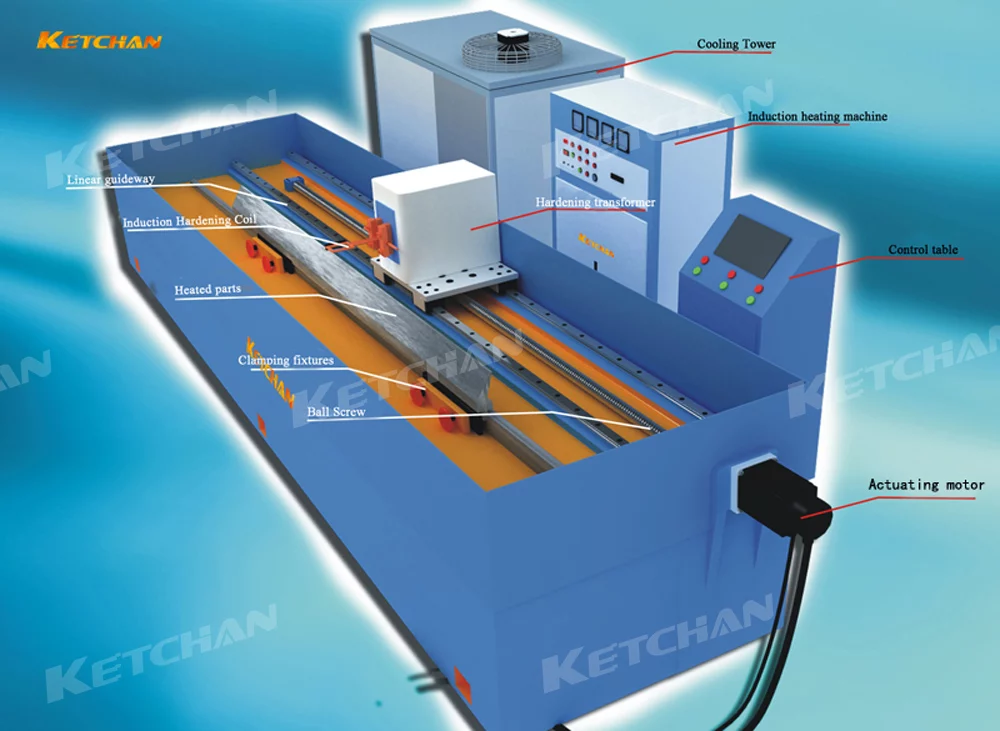
Nu wordt een populaire moderne inductiehardingsmachine een inductiehardingsscanner genoemd. De onderdelen worden tussen de middelpunten gehouden, geroteerd en vervolgens door een progressieve spoel geleid die voor warmte en uitdoving zorgt. Inductieverharding vindt direct in de spoel plaats, zodat het gevraagde verwarmingsgebied onmiddellijk na verwarming wordt gekoeld. Vermogensniveaus, verblijftijden, scansnelheden (invoersnelheden) en andere procesvariabelen worden nauwkeurig geregeld door computers.
Wat zijn de voordelen van oppervlakteverhardingsmachines?
De inductie-oppervlaktehardingsmachine is een van de beste oppervlakte-uitdovingsmethoden, dus wordt deze op grote schaal toegepast in verschillende warmtebehandelingstaken voor metalen onderdelen. Vergeleken met traditionele warmtebehandeling heeft het de volgende voordelen.
- Inductieverwarming behoort tot de directe verwarming van de interne warmtebron, het warmteverlies is klein, dus de verwarmingssnelheid is snel, hoog thermisch rendement.
- Tijdens het verwarmingsproces is, vanwege de korte verwarmingstijd, de ontkoling van het oppervlak door oxidatie van het onderdeel minder, in vergelijking met andere warmtebehandelingen is het uitvalpercentage van onderdelen erg laag.
- De onderdelen na inductieverhitting en afschrikken, de oppervlaktehardheid van de onderdelen is hoog en het kernonderdeel behoudt een goede plasticiteit en taaiheid, vertoont een lage kerfgevoeligheid, dus de slagtaaiheid, vermoeidheidssterkte en slijtvastheid zijn aanzienlijk verbeterd.
- Inductieverwarmingsapparatuur compacte structuur, kleine voetafdruk, eenvoudig te bedienen.
- Het schone productieproces, geen hoge temperaturen en goede werkomstandigheden.
- Kan selectieve inductieverwarming zijn.
- Inductieverhitting oppervlakteverharding mechanische onderdelen brosheid is klein, maar kan ook de mechanische eigenschappen van onderdelen verbeteren (zoals vloeigrens, treksterkte, vermoeiingssterkte), dezelfde inductieverhitting van stalen onderdelen oppervlakteverharding is hoger dan de gewone verhardingshardheid van de verwarmingsoven.
- Inductieverwarmingsapparatuur kan op de verwerkingslijn worden geplaatst, via de elektrische parameters voor nauwkeurige procescontrole.
- Met verharding door inductieverhitting kan gewoon koolstofconstructiestaal worden gebruikt in plaats van gelegeerd constructiestaal en gecarboneerd koolstofstaal om onderdelen te maken zonder de kwaliteit van de onderdelen te verminderen. Daarom kan het onder bepaalde omstandigheden de chemische warmtebehandeling vervangen door de gecompliceerde processen.
- Inductieverwarming wordt niet alleen gebruikt voor inductie-uitdoving van het oppervlak van onderdelen, maar ook voor inductie-uitdoving van het interne gat van het werkstuk, wat niet kan worden bereikt door traditionele inductiewarmtebehandeling.
- Klanten kunnen geschikte oppervlakteverhardingsmachines kiezen volgens het afschrikproces, voor het verhardingsproces van speciale onderdelen, kunnen speciale CNC-inductie-afschrikmachines ontwerpen en vervaardigen volgens de vereisten van het verwarmingsproces.
Hoe de frequentie van de oppervlakteverhardingsmachine kiezen?
Het vermogen en de frequentiekeuze van de inductie-oppervlaktehardingsmachine zijn erg belangrijk. Hoe hoger het frequentiebereik, hoe minder uithardingsdiepte. Hoe lager het frequentiebereik, hoe meer uithardingsdiepte moet zijn.
- Hoogfrequente inductieverwarming: 100-500 KHZ, normaal gesproken 200-300 KHZ gebruiken, het is een hoogfrequente inductieverwarmingsmachine van het buistype, de verhardingsdiepte is 0.5 - 2.5 mm, geschikt voor middelgrote en kleinere werkstukverhardingstaken.
- Inductieverwarming met gemiddelde frequentie: het huidige frequentiebereik is 0.5-10 KHZ, normaal gesproken 2.5-8 KHZ gebruiken, inductiemachine is IGBT-modules of SCR-modules. De verhardingsdiepte is 3-10 mm. Het is geschikt voor assen met een grotere diameter en het inductiewarmtebehandelingsproces van tandwielen.
- Inductieverwarming met vermogensfrequentie: de frequentie is 50 Hz, gebruik een inductieverwarmingsmachine met vermogensfrequentie en de uithardingsdiepte is 10-20 mm. Het is geschikt voor een technisch proces voor het verharden van het werkstukoppervlak met een grotere diameter.
Wat zijn machinetoepassingen voor oppervlakteverharding?
- Alle soorten tandwielen, tandwielen, inductieverharding van het asoppervlak.
- Alle soorten as, plaatveer, vork, klep, tuimelaar, kogelpen en andere auto-, motoronderdelen-inductie-uitdoving.
- Inductie blussen van verschillende verbrandingsmotoronderdelen en reductiedelen;
- Inductiewarmtebehandeling van de geleiderail van het oppervlak van werktuigmachines in de werktuigmachine-industrie (draaibank, freesmachine, schaafmachine, pons, enz.).\
- Alle soorten tangen, messen, scharen, bijlen, hamers en ander handgereedschap inductiehardend.