Ringwielinductieharden
Het ringwiel (inclusief het buitenste ringwiel en het binnenste tandwiel) is een veelgebruikt mechanisch overbrengingsonderdeel, vooral het ringwiel met grote diameter wordt veel gebruikt voor oppervlakteversterking door het inductieverwarmings- en blusproces. Inductiehardingsmachine met ringtandwiel wordt veel gebruikt vanwege het eenvoudige proces, kleine vervorming van onderdelen, gedeeltelijke behandeling van onderdelen, hoge productie-efficiëntie, energiebesparing, schone productie, minder milieuvervuiling en gemakkelijke mechanisatie en automatisering van het proces.
Toepassingen voor ringtandwielinductieverharding
Methoden voor inductieharden van tandwielen
Er zijn vier soorten ringtandwielinductieverwarmings- en blusmethoden, namelijk spleet-voor-spleet ringtandwielinductieharden, tand-voor-tand tandwielinductieharden, spinharden tandwielinductieharden en dubbelfrequente inductieharden. De inductieharding langs de tandgroef en het tand-voor-tand inductiehardingsproces zijn vooral geschikt voor de buitenste en binnenste tandkransen met grote diameters (tot 2.5 m) en grote modules, maar niet geschikt voor kleine diameters en kleine moduletandwielen (modules). minder dan 6).
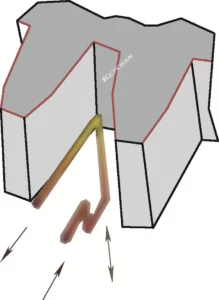
- Gap-by-gap ringtandwielinductieharding: De tandflank en tandwortel zijn verhard en er is geen verharde laag in het midden van de tandtop (zie figuur 1). De warmtebehandelingsvervorming van deze methode is klein, maar de productie-efficiëntie is laag.
- Gap-by-gap ringtandwielinductieharding: De tandflank en tandwortel zijn verhard en er is geen verharde laag in het midden van de tandtop (zie figuur 1). De warmtebehandelingsvervorming van deze methode is klein, maar de productie-efficiëntie is laag.
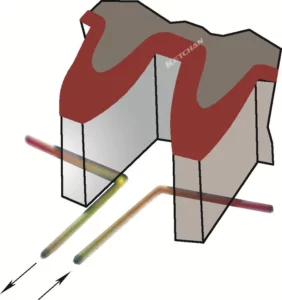
- Spinkrans inductieharden: Single-turn scanning doving of multi-turn verwarming doving tegelijkertijd, de tanden zijn in principe volledig geblust en de wortelverhardende laag is ondiep (zie figuur 3). Geschikt voor middelgrote en kleine versnellingen, niet geschikt voor zware versnellingen met hoge snelheid.
- Inductieverharding met dubbele frequentie: De middenfrequentie verwarmt de tandgleuf voor, en de hoge frequentie verwarmt de tandtop om een verharde laag te verkrijgen die in hoofdzaak over het tandprofiel is verdeeld.
Gap-by-gap ringtandwielinductiehardende technische punten
(1). De gebruikelijke frequentie van inductieverharding langs de tandgroef van het kroonwiel is 1 ~ 30 kHz, en de opening tussen de inductor en het onderdeel wordt geregeld op 0.5 ~ 1 mm.
(2). De wervelstromen die langs de cogging-inductoren worden gegenereerd, zijn vlindervormig met de hoogste stroomdichtheid bij de wortel. Daarom moet de inductor worden uitgerust met een magnetische geleider en kan de stroomdichtheid van de inductor naast het tandworteloppervlak worden verhoogd door het kerfaandrijfeffect te gebruiken om de efficiëntie van de inductor te verbeteren.
(3). Het is noodzakelijk om de inductiespoel nauwkeurig te regelen om zeer symmetrisch te zijn met de aangrenzende twee flanken, en om de opening tussen de flanken en de tandwortels strikt te regelen.
(4). Zorg ervoor dat de hoogte van de inductor en de hoeveelheid magnetische geleider redelijk overeenkomen om ervoor te zorgen dat de verwarmingstemperatuur van het tandoppervlak en de tandwortel uniform is en uitdovende scheuren voorkomen.


Hoe de ringtandwielinductiespoelen te doen?
(1) Inductiespoel met enkele lus
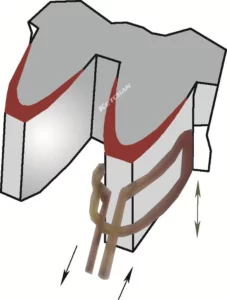
(2) Aftaklus Inductiespoel
Het hoofdcircuit bevindt zich in het midden en de twee aftakcircuits bevinden zich aan beide zijden. De stroom van het hoofdcircuit is tweemaal die van de stroom van het aftakcircuit, wat het oververhittingsbeeld van scherpe hoeken op de inlaat- en uitlaateindvlakken van het kroonwiel effectief kan verminderen.
De inductiespoel heeft een hoge fabricageprecisie en een lange levensduur en moet tijdens gebruik zorgvuldig worden afgesteld om vroegtijdige schade te voorkomen.
Hoe de kwaliteit van de inductieverharding van het ringwiel verbeteren?
- De uitgeharde laag is ongelijk verdeeld, één zijde heeft een hoge hardheid en een diepe harde laag; de andere kant heeft een lage hardheid en een ondiepe harde laag. Dit komt omdat de inductieharding langs de tandgroef een hoge positiegevoeligheid heeft in vergelijking met de roterende inductieharding van de ringinductor. Het is noodzakelijk om een zeer nauwkeurig positioneringsapparaat te ontwerpen en te vervaardigen om een zeer symmetrische verdeling van de spleet tussen de tandzijde en de inductor te verzekeren. Als het niet symmetrisch is, kan het ook kortsluiting veroorzaken tussen de inductor en de delen aan de kant met een kleine opening, wat resulteert in vroege schade aan de inductor.
- Geharde flank gegloeid. De reden is dat het hulpkoelapparaat niet goed is afgesteld of de hoeveelheid koelvloeistof onvoldoende is.
- De koperen buis aan de neustip van de inductiespoel is oververhit. Bij gebruik van het niet-begraven scan-uitdovingsproces langs de tandgroef, wordt de koperen buis gemakkelijk oververhit en doorgebrand vanwege de relatief kleine opening tussen de inductor en het onderdeel, de warmtestraling van het verwarmingsoppervlak en de beperkte grootte van de koperen buis in de neus. om de inductiespoel te beschadigen. Daarom moet de inductor ervoor zorgen dat er voldoende stroming en druk van het koelmedium is om door te gaan.
- De vorm en positie van het ringwiel veranderen tijdens het inductieproces. Bij het scannen en afschrikken langs de tandgroef zal de uiteindelijk behandelde tand 0.1 tot 0.3 mm uitpuilen. Vervorming, thermische uitzetting en onjuiste afstelling van de inductiespoel veroorzaken schade aan de onderdelen en de inductiespoel. Daarom moet bij het bepalen van de opening tussen de inductor en de tandzijde rekening worden gehouden met de thermische uitzettingsfactor en moet een geschikt limietapparaat worden gebruikt om de opening te waarborgen.
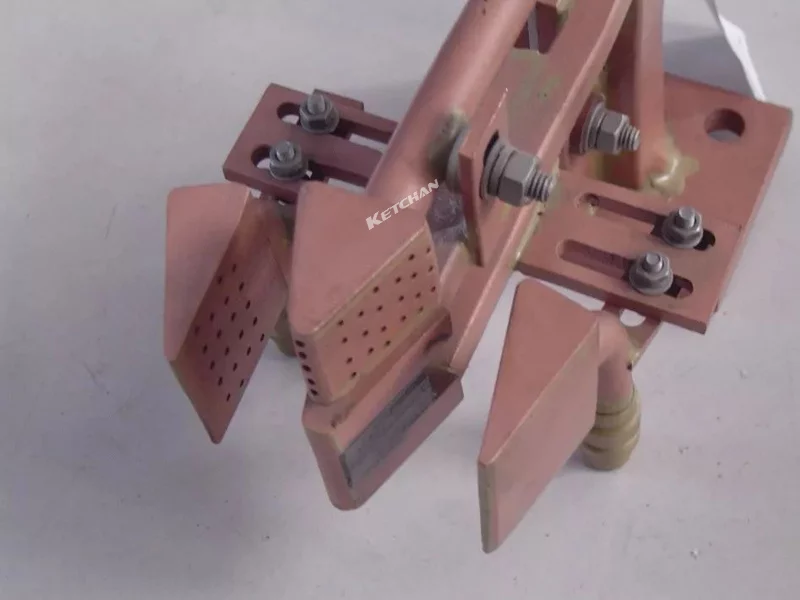
- De prestaties van de inductormagnetisator zijn verslechterd. De werkomstandigheden van de magnetische geleider zijn zwaar en hij raakt gemakkelijk beschadigd door oververhitting in een magnetisch veld met hoge dichtheid en een omgeving met hoge stroom (zie afbeelding 7). Tegelijkertijd zullen het blusmedium en de corrosie de prestaties verminderen. Daarom is het noodzakelijk om goed werk te leveren bij het dagelijkse onderhoud en onderhoud van de inductiespoel.
Schade door oververhitting van de inductiespoel
")
Tags:geval inductie verharding, tandwiel inductie harden, inductieverhardende interne splines, inductieharden machine, inductieharden van draaikransen, inductiehardende ringen, inductiehardende tandwielen, inductie warmtebehandelingssysteem, inductie blussen machine, warmtebehandeling van tandwielen, ringwiel inductieharden, zwenklager inductieharden
Breng producten in verband
-
 Inductiespoelen
InductiespoelenInductieverhardende spoel
-
CNC verhardingssysteem
CNC inductiehardende machine
-
 Inductie warmtebehandelingssysteem
Inductie warmtebehandelingssysteemGear verhardende machine



{kind=link}