De belangrijkste functie van de kogelbout is het realiseren van de op en neergaande beweging van het wiel en de stuurbeweging. De kogelbout is een belangrijk beveiligingsonderdeel om de rij- en stuurfuncties van de auto te voltooien. De gebruiksomstandigheden van de kogeltapdelen bepalen dat de kogeltap voldoende sterkte en duurzaamheid moet hebben om de kracht en trillingen van het wiel te weerstaan, wat betekent dat de warmtebehandelingscontrole van het onderdeel een sleutelfactor is om sterkte en duurzaamheid te garanderen. , Hier wordt de verbeteringservaring op lange termijn van inductiewarmtebehandeling voor kogelnoppen ter referentie aan uw collega's voorgesteld.

1. Het belangrijkste productieproces van kogelbout
De kogelbout die in de vrachtwagen wordt gebruikt, is gemaakt van nationaal standaard 45 staal. Volgens het gebruik en de technische vereisten van de kogeltap moet het oppervlak van de kogeltap een hoge slijtvastheid en duurzaamheid hebben. Het belangrijkste proces: snijden → Verzeping → Koude kop → Afschrikken en ontlaten → Boren → Ruw draaien → Ruw slijpen → Fijndraaien → Fijn slijpen → Draadwalsen → Inductieverhitting en afschrikken, ontlaten → Niet-destructief testen → Verpakking → opslag.
2. Technische vereisten voor inductiewarmtebehandeling met kogelbout
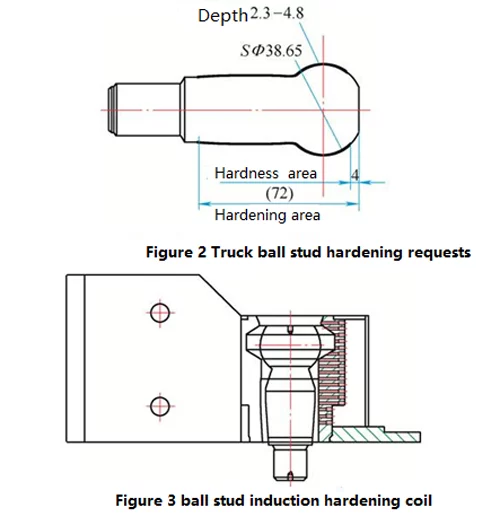
Volgens de technische vereisten van de kogelbout (zie figuur 2) wordt middelfrequente inductieverwarming gebruikt voor afschrikken en ontlaten. De middenfrequent verwarmingsmachine met een vermogen van 200kW en een frequentie van 8000Hz; het bluskoelmedium is helder water, de watertemperatuur is 20 ~ 40 ℃ en de bluswaterdruk is 0.2 ~ 0.8 MPa; het ontlaten keurt een goed-type ontlatende oven en de ontlatende temperatuur 180°C goed. De structuur van de gebruikte verwarmingsinductor wordt getoond in figuur 3.
3. Bestaande problemen
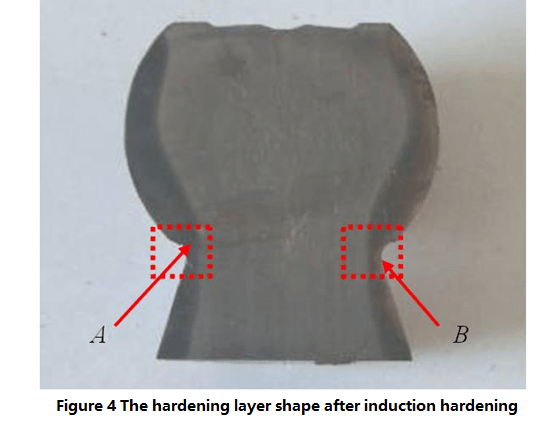
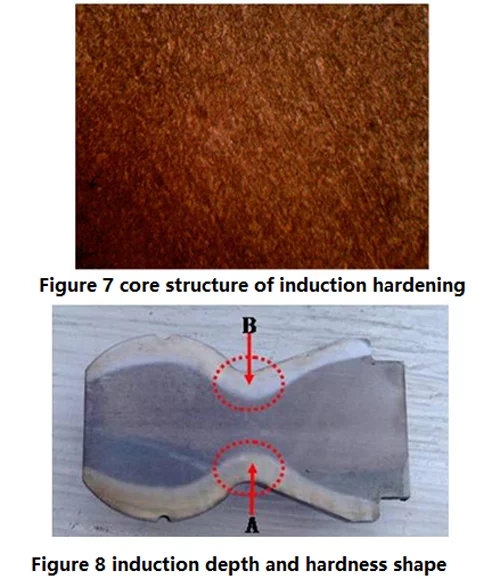
De kogelbout verwerkt door het bovengenoemde inductiewarmtebehandelingsproces met gemiddelde frequentie wordt bevestigd door inspectie: de hardheid, martensietstructuur, geharde laagdiepte, gehard gebied en vorm zijn allemaal gekwalificeerd en voldoen aan de technische vereisten, maar in de vorm van de geharde laag getoond in figuur 4, A en B zijn duidelijk dieper dan andere delen, en de diepte van de geharde laag is erg ongelijkmatig, wat grote problemen met zich meebrengt voor de stabiliteitscontrole van warmtebehandeling. Daarom hebben we besloten dit ongewenste fenomeen te verbeteren.
4. verbeteringen
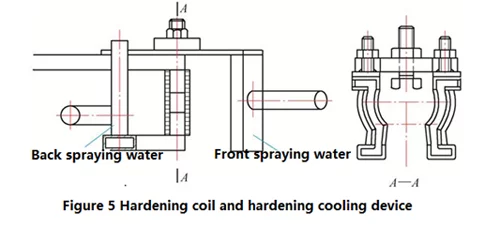
De nieuw ontworpen inductor en het afschrikkende koelwatersproeiapparaat hebben een gesplitste structuur (zie figuur 5). De linkerkant is de sensor en het afschrikkende koelwatersproeiapparaat dat in het samenstel is gemonteerd, en de rechter AA-dwarsdoorsnede is de inductor en het positioneringsapparaat op het werkstuk. , De vorm van de inductor zorgt voor de uniformiteit van de opening tussen de binnenkant van de effectieve ring van de inductor en het werkstuk. Het werkstuk wordt in het onderste klemmechanisme geplaatst, in de inductor bewogen, in de middenpositie gebracht, met het bovenste positioneringsapparaat gefixeerd en vervolgens neergelaten. Het klemmechanisme van het apparaat drijft de kogelpen aan om te draaien en de sensor wordt bekrachtigd om de onderdelen te verwarmen. Nadat de verwarming is voltooid, worden de bluswatersproeiboxen aan de voor- en achterzijde besproeid om af te koelen en te blussen. Het bovenstaande proces wordt herhaald voor de niet-gedoofde kogelbout en de gedoofde kogelbout wordt in de ontlaatoven geplaatst om te ontlaten.
5. Effecten verbeteren
Pas de bovenstaande verbetermaatregelen toe op de herinductiewarmtebehandeling van de kogeltap. Na inspectie is de aangemaakte hardheid 60HRC; Graad 2; de diepte van de geharde laag is 3.2 ~ 4.0 mm, zoals weergegeven in figuur 8, de vorm en laagdiepte van de verbeterde geharde laag met kogelbout zijn relatief uniform, vooral de diepte van de geharde laag bij A en B in figuur 8. De vorm is aanzienlijk verbeterd, maar in het productieproces meldde de operator dat de klem- en losefficiëntie laag was, wat resulteerde in een lagere output dan vóór de verbetering.
6. Verbeter opnieuw
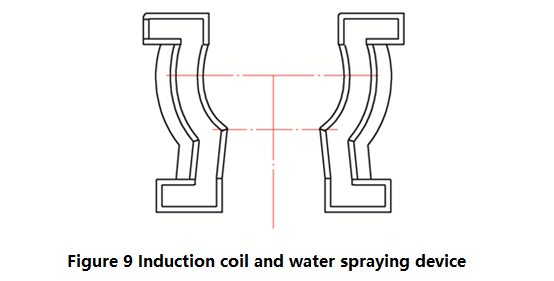
Gezien het lage rendement van het op- en afspannen analyseren we vooral dat het nieuw ontworpen positioneer- en opspanapparaat niet redelijk genoeg is, wat leidt tot meer handmatige handelingen en veel tijd kost. Daarom hebben we besloten om een verticale werktuigmachine te introduceren ter vervanging van de oorspronkelijke positionering en klemming. Dit vermindert de tijd voor de originele bevestigingsmoer en de tijd die nodig is om het werkstuk in de inductor te bewegen wanneer het werkstuk in het onderste klemmechanisme wordt geplaatst. Om deze reden zijn de corresponderende gesplitste inductor getoond in figuur 5 en de afschrikkende koelwatersproei-inrichting AA. Het aanzicht verandert in de toestand getoond in FIG. 9.
Nadat het verbeterde klem- en positioneringsmechanisme in productie is genomen, keert de efficiëntie van het klemmen en lossen terug naar de normale productiestatus, die voldoet aan
de productie-eisen.
7. conclusies
Door de systematische verbetering van de inductiewarmtebehandeling van kogelbouten met complexe vormen, hebben we een beter begrip dat tijdens het proces van warmtebehandelingsprocesontwerp alleen het cyclusproces van continu ontwerp, praktische verificatie, verbeteringsbevestiging en heronderzoek en verbetering kan het hele warmtebehandelingsproces maken. Het systeem wordt continu verbeterd om beter te voldoen aan de technische prestatie-eisen die vereist zijn voor het onderdeelontwerp.
Tags:Machine voor het verharden van oppervlakken met kogelpennen, kogelkoppen inductieverhardend, Ball Pin verhardingsmachine, ball pin inductie warmtebehandeling machine, kogelkom inductieharden, Ball Socket Inductie Tempereermachine, kogelbout inductieverharding, Oplossingen voor inductieharden met kogelbouten, inductieharden, gereedschap voor inductieharden, inductie dovende kogelbout
Breng producten in verband
-
 CNC verhardingssysteem
CNC verhardingssysteemCNC blussen werktuigmachine
-
CNC verhardingssysteem
CNC inductiehardende machine
-
Inductie warmtebehandelingssysteem
Ball Stud Inductie Harden Machine


