Momenteel zijn er veel soorten gegroefde gedoofde onderdelen, zoals nokkenasopeningsgroeven, differentieelhuizen, enz. De kwaliteit van het afschrikken van gegroefde onderdelen is echter niet gegarandeerd en het afschrikken is ook erg moeilijk. In dit artikel wordt de dovende inductor van het groeftype verbeterd in één vorm en twee, en aangepast tijdens het debuggen van het proces, zodat het dovende effect ideaal is en voldoet aan de vereisten van verschillende groefdelen.
1. Discussie over uitdovende inductoren voor gegroefde onderdelen
(1) Status van gegroefde dovende inductoren
De binnenkant van de onderdeelsleuf wordt verwarmd, vooral als de breedte aan de binnenkant klein is, is het moeilijk om de inductor te ontwerpen. De inductor in figuur 1 maakt gebruik van het principe van nabijheidseffect om het binnenoppervlak met een hoog rendement te verwarmen. Het actieve deel van de inductor zijn de twee geleidende buizen in het midden. Omdat de stroomrichtingen van de twee buizen op elk moment in dezelfde richting zijn, wordt de stroom op de geleidende buis naar buiten gedrukt. Hoewel er geen magneten aan de twee geleidende buizen zijn toegevoegd, hebben ze een vrij hoog verwarmingsrendement.
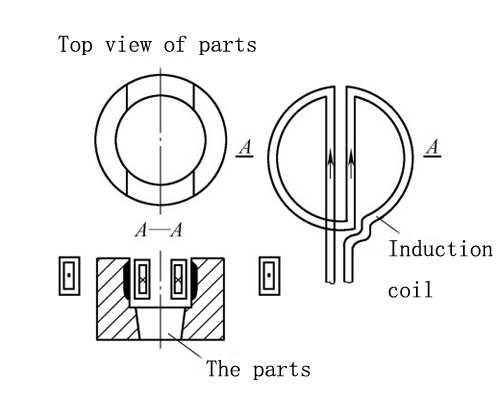
Figuur 1 Tweedraads verwarmingselement in de sleuf
(2) Ontwerp van de blusinductor met de kleine openingsgleuf
Omdat de sleufbreedte 9 mm is, worden twee geleidende buizen gebruikt om de inductor te maken, de gebruikte koperen buizen zijn erg klein, de fabricage is moeilijk en de levensduur van de inductor is erg kort. Daarom is het verbeterd en wordt een enkele koperen buis gebruikt voor verwarming en wordt het nabijheidseffect van inductieverwarming gebruikt voor verwarming (zie figuur 2).
Figuur 2 De verbeterde bedrijfstakstructuur
2. Toepassing van groefdovende inductor
Daarna werden blusproeven uitgevoerd met respectievelijk de nokkenasgroeven en de openingsgroeven van het differentieelhuis.
(1) Doofprocestest van de open groef van de nokkenas
Ons bedrijf kreeg van een nokkenasfabrikant de opdracht om de open groef van de nokkenas te doven. De breedte van de open groef is 9.3 mm, de diepte is 9 mm en de vervorming van de groefbreedte is kleiner dan of gelijk aan 0.1 mm (zie figuur 3).
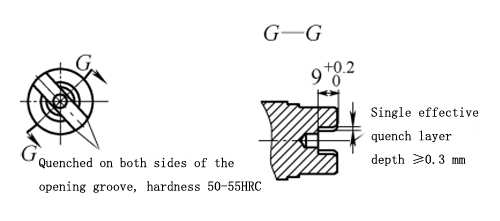
AFB. 3 Technische vereisten voor nokkenasopeningen
Het verwarmingsgedeelte van de inductor wordt eerst verwarmd door een koperen buis met een rechthoekige doorsnede (zie figuur 4), pas de opening tussen het verwarmingsoppervlak en het bodemoppervlak van de openingssleuf aan en gebruik een frequentie van 50 kW, 30 kHz voor uitdoving, de uitdoving gebied is slechts ongeveer 4 mm, wat verre van voldoet aan de technische vereisten. De inductorstructuur moet worden verbeterd.

Afb. 4 Monsterblok van koperen buis met effectief verwarmingsoppervlak van rechthoekige doorsnede (30 kHz)
Het verwarmingsgedeelte van de inductor maakt gebruik van een trapeziumvormige koperen buis (zie figuur 5), past de opening tussen het verwarmingsoppervlak en het bodemoppervlak van de openingssleuf aan en gebruikt een frequentie van 30 kHz, 50 kW voor uitdoving, het uitdovingsgebied is slechts 8 mm, voldoet nog steeds niet aan de 9 mm-vereiste, maar het nadert de technische vereisten, het is noodzakelijk om de procesparameters op dit moment aan te passen.

Figuur 5 Afschrikkingsmonsterblok van koperen buis met trapeziumvormige doorsnede effectief verwarmingsoppervlak (30kHz
Probeer een koperen buis met een trapeziumvormige doorsnede te gebruiken voor het verwarmingsgedeelte van de inductor, pas de opening tussen het verwarmingsoppervlak en het bodemoppervlak van de open groef aan en gebruik een frequentie van 5.8 kHz, 90 kW kortstondige verwarming voor blussen, de diepte en hardheid van de geharde laag aan beide zijden van de gehele open groef voldoet aan de technische vereisten, de opening Er is ook een geharde laag op het bodemoppervlak van de groef en in een rechte hoek (zie figuur 6), en de vervorming is ook klein ( zie de bijgevoegde tabel), en de klant is zeer tevreden.

Figuur 6. Trapeziumvormige sectie effectief verwarmingsoppervlak koperen buis blusmonster (5.8 kHz)
(2) Procestest van de opening van de differentieelkast
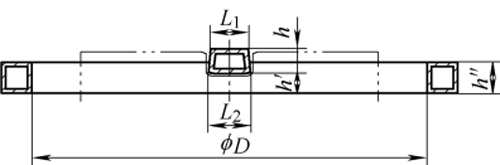
Ons bedrijf kreeg van een autofabrikant de opdracht om de verbindingsgroef van het differentieelhuis te doven (zie figuur 7). De groefbreedte is 18.5 mm en de diepte is 9 mm. De 8 groeven zijn gelijkmatig verdeeld over de ringen Φ120 en Φ75. De technische vereiste is smeden. Na een afschrik- en ontlaatbehandeling 90 ~ 230HBW, is het deel met de stippellijn inductiegehard, de oppervlaktehardheid is 53 ~ 59HRC, Ds = 2 ~ 3 mm.
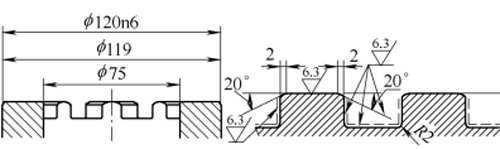
Figuur 7 Technische vereisten voor de openingsgleuf van het differentieelhuis
Omdat het dovende effect van de trapeziumvormige dwarsdoorsnede-inductor aan de voorkant ideaal is, wordt deze inductorstructuur ook in de latere tests gebruikt. Gebruik 5.8 kHz, 98 kW voor verwarming en uitdoving, de opening tussen de inductor en het bodemoppervlak van de tank is 0.5 ~ 1 mm en verwarming gedurende 5.2 s (opmerking: voeg een hulpkoelsysteem toe om ontlaten te voorkomen in de buurt van het uitdovingsgebied van de open tank). Controleer of er geen verharde laag is bij de R2mm filet (zie figuur 8). De positie van de sensor en de procesparameters moeten worden gecorrigeerd.

Figuur 8 Het eerste gedoofde monster van het differentieelgeval
Volgens de bovenstaande test worden de volgende correcties aangebracht: verhoog de opening aan de onderkant tot 1~1.5 mm, gebruik 5.8 kHz, 98 kW voor verwarmen en doven en verleng de verwarmingstijd tot 6.5 s voor verwarmen en blussen (Opmerking: voeg een hulpkoelsysteem om te voorkomen dat de bluszone grenst aan de open getemperde sleuf). Testresultaten: De oppervlaktehardheid aan beide zijden van de groef is 55-56HRC, Ds=2mm; de oppervlaktehardheid bij R2mm is 55HRC, Ds=1.5mm; de oppervlaktehardheid van het bodemoppervlak van de groef is 56HRC, Ds=3 mm (zie figuur 9). De testresultaten voldoen aan de technische eisen.

Figuur 9 Het tweede blusmonster van het differentieelgeval
3. Conclusie
De belangrijkste punten van uitdovende groefdelen zijn als volgt: de structuur van de inductor en de effectieve verwarmingsoppervlakstructuur, de opening tussen de inductor en het uitdovende deel en de afstemming van de parameters van het uitdovingsproces (frequentie, vermogen, verwarmingstijd, enz. .), en het anti-tempering koelsysteem in de buurt van het blusgebied.
Bovendien heeft de opening een zeer duidelijk effect op de diepte van de verharde laag van dergelijke onderdelen, en het is moeilijk om ervoor te zorgen dat de opening tussen de twee zijden van de sensor en de zijkant van de openingsgroef precies hetzelfde is, wat maakt de diepte en vorm van de uitgeharde laag aan beide zijden asymmetrisch, waardoor de nauwkeurigheid van de positioneringsopspanning zeer hoog lijkt te zijn. belangrijk.
Tags:geval verharding, te koop, inductiehardende auto-onderdelen, inductiehardende auto-onderdelen, inductiehardende nokken, inductieverhardende CV-gewrichten, inductieverharding CVJ, inductiehardende differentieelgevallen, inductiehardende groeven, inductiehardend LJ buiten, inductieharden machine, inductiehardende werktuigmachine, Inductiehardingsproces, inductiehardingsservice, inductiehardende oplossingen, inductiehardende staalsoorten, Inductie verwarmer, inductieverwarming, inductie verwarming machine, inducton hardingsmachine, KETCHAN, KETCHAN Electronic, Fabrikanten, prijs, Leveranciers, ontlaten na inductieharden, Zhengzhou KETCHAN, Zhengzhou KETCHAN Electronic





