
Hoogfrequente inductiehardingsmachine
1 IGBT hoogfrequente inductiehardingsmachine
2 Breed frequentiebereik, snelle verwarmingssnelheid
3 Temperatuur en tijd kunnen goed worden gecontroleerd
4 volmaakt
Asinductiehardende machine
1 Geautomatiseerde as-inductiehardingsmachine
2 Hoge verwarmingssnelheid Minder oxidatie
3 Verwarming lengte snelheid temperatuur kan regelen
4 Uniforme uithardingssnelheid hoog

Ball Stud Inductie Harden Machine
1 Inductiehardmachine met kogeltap en kogel
2 Aangepaste 1 2 4 8 stations CNC-hardingsmachine
3 Digitale DSP-voeding voor inductieverwarming

CNC inductiehardende machine
1 Turnkey CNC inductiehardmachine
2 CNC-programma met Siemens Mitsubishi Fanuc
3 geïmporteerde servomotoraandrijvingen met kogelomloopspindel
4 Aanpassen 1 10

Verticale CNC-hardende werktuigmachine
1 Verticale CNC-hardingsmachine
2 Gebruik het CNC-besturingssysteem van Siemens
3 Hoge automatisering voor massaproductie
4 Adopteer verhardend geïntegreerd ontwerp

Horizontale verhardingsmachine
1 Geautomatiseerde horizontale hardingsmachine
2 Geschikt voor alle soorten verhardingsgevallen van assen
3 Compleet inductiehardingsproces
4 Met multi

Hoogfrequente inductiehardingsmachine
1. IGBT hoogfrequente inductiehardingsmachine.
2. Breed frequentiebereik, hoge verwarmingssnelheid.
3. Temperatuur en tijd zijn goed te regelen.
4. Perfecte alarmfuncties voor zelfbescherming.
5. Gelijkmatig uithardingsresultaat.
6. Pas verschillende inductiehardende spoelen aan.

Asinductiehardende machine
1. Geautomatiseerde asinductiehardingsmachine.
2. Snelle opwarmsnelheid, minder oxidatie.
3. Verwarmingslengte, snelheid, temperatuur kan regelen.
4. Uniforme hardingssnelheid, hoge controleprecisie.
5. Pas verschillende inductiespoelen aan.
6. Meer energiebesparing, meer groene omgeving.

Ball Stud Inductie Harden Machine
1. Kogelbout, inductieverhardingsmachine met kogelkom.
2. Aangepaste 1/2/4/8 stations CNC-hardingsmachine.
3. Digitale DSP-voeding voor inductieverwarming.
4. Speciaal op maat gemaakte inductiehardende spoel.
5. Match met gepatenteerde inductieverhardende transformator.
6. Voltooi het turnkey-project voor inductieverharding van de kogelpen.

CNC inductiehardende machine
1. Kant-en-klare CNC-inductiehardingsmachine.
2. CNC-programma met Siemens/Mitsubishi/Fanuc.
3. Geïmporteerde kogelomloopspindel, servomotoraandrijvingen.
4. Pas 1-10 werkstations aan.
5. Pas procesparameterbewakingssysteem aan.
6. Wij zijn een directe leverancier met CE, SGS.

Verticale CNC-hardende werktuigmachine
1. Verticale CNC-hardingsmachine.
2. Keur Siemens CNC-controlesysteem goed.
3. Hoge automatisering voor massaproductie.
4. Keur verhardend geïntegreerd ontwerp goed.
5. Realiseer verschillende hardingsmethoden.
6. Pas 1-10 werkstations aan.

Horizontale verhardingsmachine
1. Geautomatiseerde horizontale verhardingsmachine.
2. Geschikt voor alle soorten assenverhardingsgevallen.
3. Volledig inductiehardend temperproces.
4. Met meertalig beroemd CNC-systeem.
5. Zorg voor een gratis inductiewarmtebehandelingsproces.
6. Ondersteuning overzeese service, 24 uur werken.

Inductieverharding van rails
Er zijn verschillende methoden om het oppervlak van de metalen rail te verharden, afhankelijk van het type metaal, de gewenste hardheid en de beschikbare apparatuur. Enkele veel voorkomende methoden

Inductieverharding van grondverzetmachinebus
Inductieharden van grondverzetmachines Bush is een proces waarbij gebruik wordt gemaakt van geïnduceerde hitte en snelle afkoeling om de hardheid en duurzaamheid van stalen onderdelen die worden gebruikt in grondverzetmachines te vergroten1.
Inductieverhardingsprocesbegeleiding
KETCHAN's Inductieverwarmingsmachine Frequentiebereik: 1 kHz - 600 kHz Machineprijs verkrijgen Inductieharden is een soort oppervlakteharding waarbij een metalen onderdeel wordt verwarmd door een afwisselende

Inductieverharding van wielen
Inductieharden van wielen is een proces waarbij het oppervlak van tandwielen wordt verwarmd en afgeschrikt om hun hardheid en slijtvastheid te vergroten. Inductieverhitting maakt gebruik van een elektromagnetisch veld
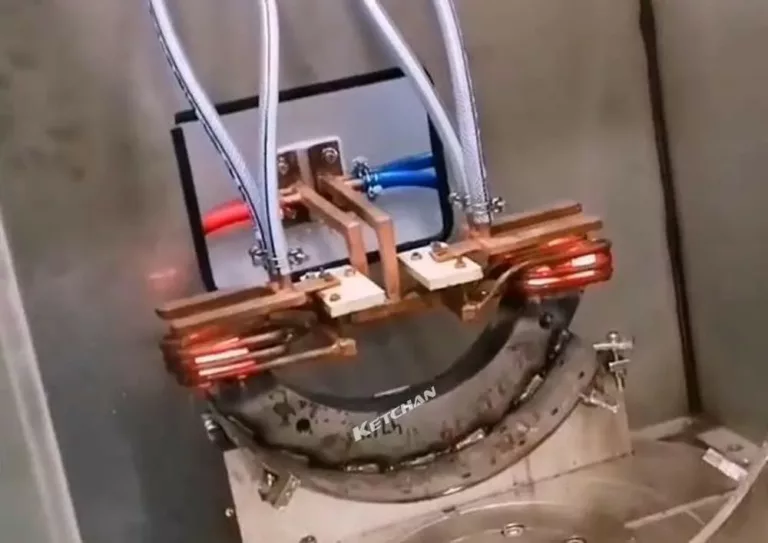
Windenergie Generator Lager Inductieverharding
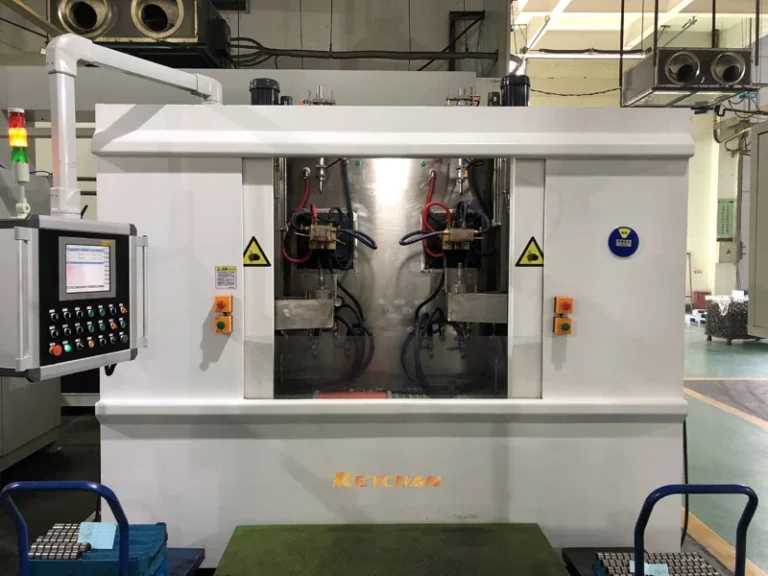
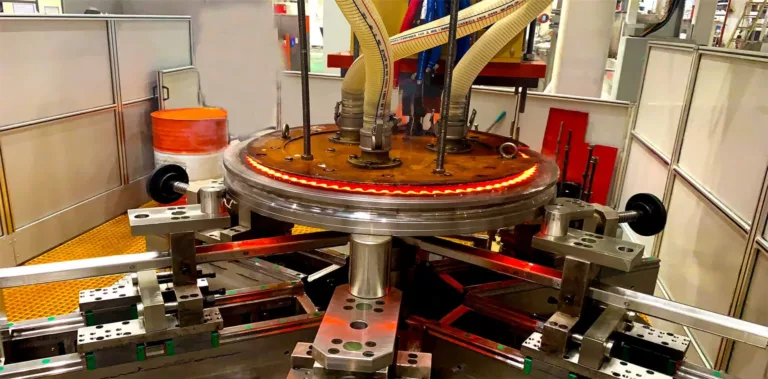
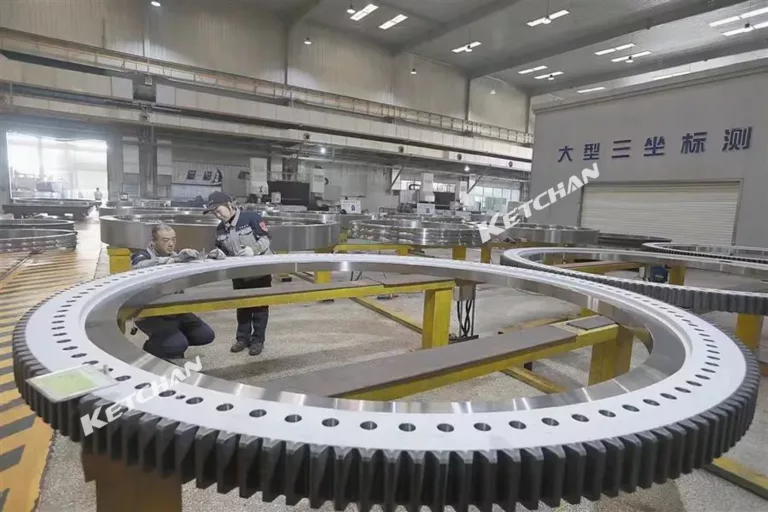
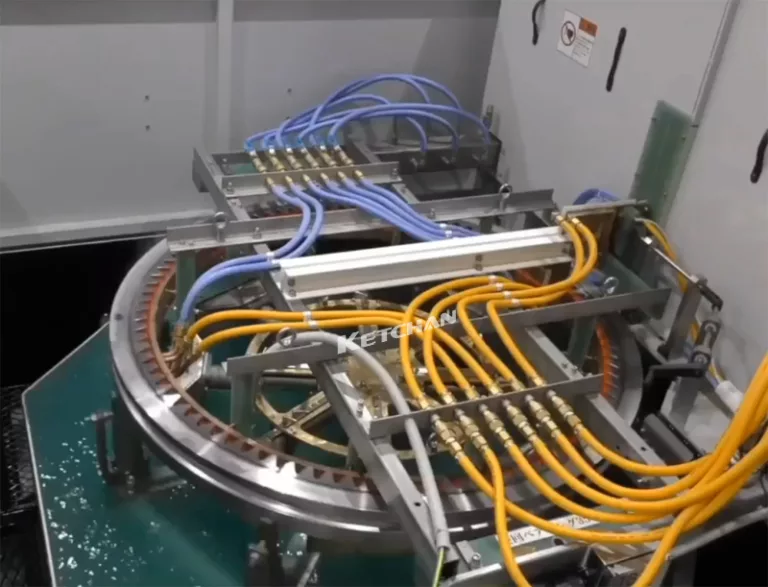
CNC-hardingswerktuigmachine voor lagers van windenergiegeneratoren De grote lagers in windenergiegeneratoren zijn de belangrijkste componenten in het ontwerp van windturbines. De verhardingskwaliteit van

Inductieverhitting en verharding en hardsolderen van elektrische voertuigen
Elektrische voertuigen en inductieverwarming De afgelopen jaren is de vraag van mensen naar elektrische voertuigen aanzienlijk toegenomen, en elektrische voertuigen zijn een nieuw spoor geworden dat door grote bedrijven wordt gevolgd.
Inductieverharding met dubbele frequentie van tandwielen
Het principe van inductieverhitting met dubbele frequentie Conventioneel (traditioneel) inductieharden met dubbele frequentie is dat twee frequentievoedingen respectievelijk op twee inductoren worden toegepast en dat het tandwiel moet worden voorverwarmd

Inductiehardende auto-onderdelen
https://www.youtube.com/watch?v=w3wKmfnNGs8 Parts can reflect the extent of induction hardening of an average car. Induction hardening of constant-speed links (sleeves and cylinders for front-drive sedans), axles and rear axle drive

Kogelbout en kogelhuls inductiehardingsmachine
De belangrijkste functie van de kogeltap is het realiseren van de op- en neerwaartse beweging van het stuur en de stuurbeweging. De kogelknop is een belangrijke beveiliging

Betonpompbuis Binnenoppervlak verhardingsmachine
1. Inductieverharding van het binnenoppervlak van de buis van de digitale betonpomp.
2. Aangepast inductieverhardingssysteem voor binnenste gaten van de buis.
3. Inductieverwarming verhardende buislengte tot 3.5 m.
4. Snelle verwarmingssnelheid, veel energiebesparend.
5. Het is een kant-en-klaar pijpinductieverhardingsproject.

Inductieverharding van schacht
Toepassingen: In het werkstuk dat wordt blootgesteld aan wisselende belastingen zoals torsie en buiging, moet de oppervlaktelaag een hogere spanning of slijtvastheid weerstaan dan de kern, en

Inductiehardende apparatuur
Inductiehardingsapparatuur is een verwarmingssysteem dat wordt gebruikt voor oppervlakteharding en doorharding van mechanische onderdelen met behulp van het principe van inductieverwarming. Inductieverwarming zorgt ervoor dat warmte kan worden toegepast
Inductieverwarmingsoplossingen voor auto-onderdelen
Voor- en nadelen van inductiewarmtebehandeling Auto-onderdelen Inductiewarmtebehandeling is een proces waarbij gebruik wordt gemaakt van elektromagnetische velden om metalen onderdelen of componenten te verwarmen zonder direct contact. Het is

Inductieverhitting van composietmaterialen
Inductieverwarming is een technologie die gebruik maakt van een wisselend elektromagnetisch veld om ferromagnetische en geleidende materialen te verwarmen en is in het verleden aangepast aan polymere materialen en composieten

Wat kan inductieverwarmingstechnologie betekenen voor de 5G-industrie?
Inductieverwarmingstechnologie kan potentieel voordelen opleveren voor de 5G-industrie op het gebied van productie, testen en repareren van 5G-componenten en -apparaten. Zoals: Productie van 5G-componenten en
Inductieverhitting en verharding en hardsolderen van elektrische voertuigen
Elektrische voertuigen en inductieverwarming De afgelopen jaren is de vraag van mensen naar elektrische voertuigen aanzienlijk toegenomen, en elektrische voertuigen zijn een nieuw spoor geworden dat door grote bedrijven wordt gevolgd.
Precisieoplossingen voor inductiesolderen
Wat is inductiesolderen? Bij inductiesolderen wordt gebruik gemaakt van een nauwkeurig elektromagnetisch veld om twee of meer elektrisch geleidende materialen te verwarmen om ze met een vulmiddel te verbinden

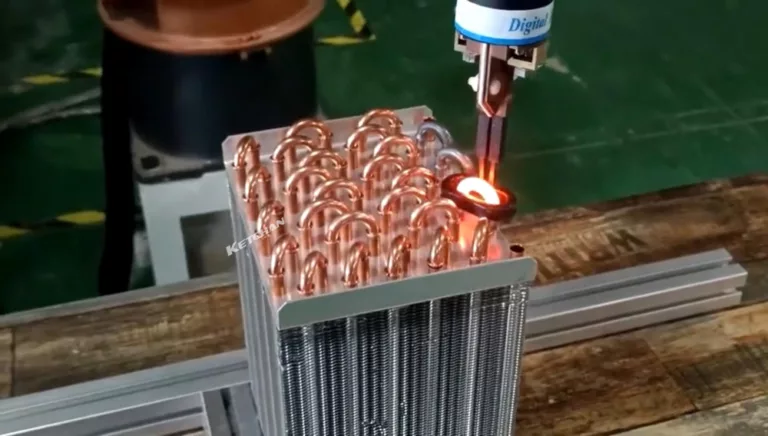
Inductiesoldeeroplossingen voor de HVAC-industrie
Samenstelling van airconditioningaccessoires Airconditioningaccessoires omvatten printplaten, draadcontrollers, spruitstukken, koelmiddelen, elektronische expansiekleppen, motoren, compressoren, vloeistofspiegels en kogelkranen. Hoogfrequente inductiesoldeertechnologie